দাঁতের মিথস্ক্রিয়া শক্তি সাধারণত ব্যস্ততার মেরুতে নির্ধারিত হয়। যোগাযোগ এলাকার উপর বিতরণ করা নিযুক্ত লোড দাঁত পৃষ্ঠের ফলে F n স্বাভাবিক দ্বারা প্রতিস্থাপিত হয়। এই বলটিকে F t, F r, F a উপাদানগুলির আকারে উপস্থাপন করা সুবিধাজনক।
জেলা শক্তি চ t = 2 10 3 টি/ডি;
অক্ষীয় বল চ ক = চ t tgβ
চালিত চাকায়, পরিধিগত বলের দিক F t ঘূর্ণনের দিকের সাথে মিলে যায়, ড্রাইভিং চাকায় এটি এর বিপরীত।
রেডিয়াল বল চ r = চ আর tga = চ t tga / cosβ
বাহ্যিক গিয়ার সহ চাকার জন্য রেডিয়াল ফোর্সের ভেক্টরগুলি অক্ষের দিকে এবং অভ্যন্তরীণ গিয়ার সহ চাকার জন্য - অক্ষ থেকে দূরে। গিয়ার চাকা.
2. যোগাযোগ শক্তির জন্য স্পার গিয়ারের গণনা।
বেশিরভাগ গিয়ারের জন্য দাঁতের যোগাযোগের শক্তি প্রধান মানদণ্ড।
পক্ষপাত ছাড়া গিয়ারে a w \u003d (d 2 ± d 1) / 2 \u003d d 1 (u ± 1) / 2
কোথা থেকে d 1 = 2 a w /(u ± 1) d 2 = 2a w u/(u ± 1),
যেখানে u = d 2 /d 1 হল গিয়ার অনুপাত।
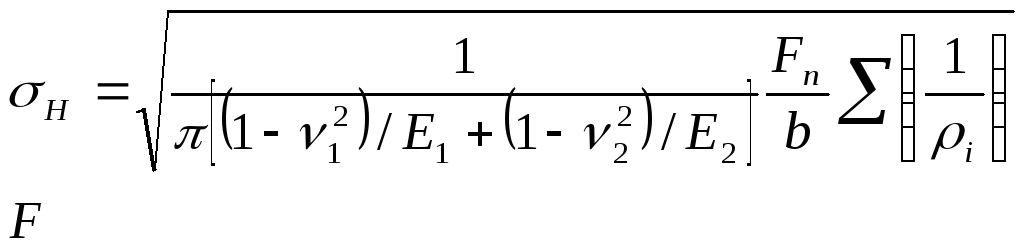
বাগদান অঞ্চলে সর্বাধিক যোগাযোগের চাপ হার্টজ সূত্র দ্বারা নির্ধারিত হয়:
ν 1,2 - যোগাযোগকারী সংস্থাগুলির উপকরণগুলির পসন সহগ;
ই 1.2 - উপকরণের স্থিতিস্থাপকতার মডুলি;
ρ 1,2 হল যোগাযোগকারী পৃষ্ঠগুলির বক্রতার ব্যাসার্ধ;
b হল যোগাযোগ লাইনের দৈর্ঘ্য (সিলিন্ডারের দৈর্ঘ্য)
F n বল লোড ফ্যাক্টর বিবেচনা করে পরিধি বল দ্বারা নির্ধারিত হয়। গণনার জন্য পরীক্ষার ফলাফল অনুযায়ী, মোট দৈর্ঘ্য
b= l Σ কন্টাক্ট লাইন নির্ধারণ করা হয় শেষ ওভারল্যাপের সহগ বিবেচনা করে: F n = K H · Ft/cosα ; b = l Σ = 3b 2 /(4 - ε α)।
দাঁতের যোগাযোগকে গিয়ারিং পোলে দাঁতের প্রোফাইলের বক্রতার ব্যাসার্ধের সাথে দুটি সিলিন্ডারের যোগাযোগ হিসাবে বিবেচনা করা হয়:
আমরা হার্টজ সূত্রে প্রাপ্ত মানগুলি প্রতিস্থাপন করি:
Σ(1/ρ i) = 1/ρ 1 ± 1/ρ 2 = (ρ 2 ± ρ 1)/(ρ 2 ρ 1)
=

উল্লেখ করুন:
Z E =  - সহগ চাকার উপকরণগুলির ইলাস্টিক বৈশিষ্ট্যগুলি বিবেচনায় নেওয়া সহগ; Z E \u003d 191.6 MPa 0.5 ইস্পাত চাকার জন্য E 1 \u003d E 2 \u003d 2.1 10 5 MPa এবং ν 1 \u003d ν 2 \u003d 0.3।
- সহগ চাকার উপকরণগুলির ইলাস্টিক বৈশিষ্ট্যগুলি বিবেচনায় নেওয়া সহগ; Z E \u003d 191.6 MPa 0.5 ইস্পাত চাকার জন্য E 1 \u003d E 2 \u003d 2.1 10 5 MPa এবং ν 1 \u003d ν 2 \u003d 0.3।
Z H =  - গিয়ারিং পোলে দাঁতের মিলন পৃষ্ঠের আকৃতি বিবেচনা করে সহগ; Z H = 2.5 at α w = 20 o.
- গিয়ারিং পোলে দাঁতের মিলন পৃষ্ঠের আকৃতি বিবেচনা করে সহগ; Z H = 2.5 at α w = 20 o.
Zε =  - যোগাযোগের লাইনের মোট দৈর্ঘ্য বিবেচনায় নেওয়া সহগ; ε α = 1.6 সহ স্পার গিয়ারের জন্য Z ε = 0.9।
- যোগাযোগের লাইনের মোট দৈর্ঘ্য বিবেচনায় নেওয়া সহগ; ε α = 1.6 সহ স্পার গিয়ারের জন্য Z ε = 0.9।
এই ক্ষেত্রে, আমরা স্ট্যান্ডার্ড দ্বারা প্রদত্ত ফর্মে গণনাকৃত নির্ভরতা পাই:  ;
;
F t \u003d 2 10 3 T 1 /d 1 সূত্রে প্রতিস্থাপন করা হচ্ছে; b 2 \u003d ψ ba a w; d 1 = 2a w /(u ± 1) , আমরা ধারাবাহিকভাবে প্রাপ্ত করব
একটি w জন্য সিদ্ধান্ত আমরা একটি w = পেতে  ;
;
K a = বোঝানো হচ্ছে 
নলাকার গিয়ারের নকশা গণনার সূত্র হল: a w = K a 
মান অনুযায়ী:
স্পার গিয়ারের জন্য K a = 450 MPa 1/3;
হেলিকাল এবং জন্য হেরিংবোন গিয়ারস K a \u003d 410 MPa 1/3।
সাধারণভাবে, একটি হেলিকাল স্পার গিয়ারের কেন্দ্রের দূরত্ব একটি স্পার গিয়ারের কেন্দ্রের দূরত্বের চেয়ে প্রায় 20% কম।
নলাকার গিয়ার গণনা করার সময়, চাকার গিয়ার রিমের প্রস্থ সহগের মান ψ VA = b 2 /a w সেট করা হয়। সমর্থনগুলির সাপেক্ষে গিয়ারের অবস্থানের উপর নির্ভর করে, তারা গ্রহণ করে: ψ va = 0.2 ... 0.5।
যাচাই গণনার জন্য সূত্র:
সহগ মান জেড σ নলাকার ইস্পাত গিয়ারের জন্য:
spur Z σ = 9600 MPa 1/2;
হেলিকাল এবং শেভরন Z σ = 8400 MPa 1/2
নকশা গণনায়, নকশা লোড ফ্যাক্টর K N = 1.3 এর মান আনুমানিক সেট করা হয়। যাচাইকরণ গণনার সময়, এর পরিমার্জিত মান পরিচিত মাত্রা এবং ট্রান্সমিশন নির্ভুলতার ডিগ্রি দ্বারা নির্ধারিত হয়।
একটি যাচাইকরণ গণনা সম্পাদন করার সময়, সমতা অর্জন করা বাঞ্ছনীয় σ এইচ = [σ] এইচ, কারণ এ σ এইচ > [σ] এইচ- এটি সংক্রমণ সম্পদ অবমূল্যায়ন করা সম্ভব, এবং কখন σ এইচ < [σ] এইচএর ভরের অত্যধিক মূল্যায়ন। σ N = [σ] N অর্জনের সবচেয়ে সহজ উপায় হল রিং গিয়ার b 2 এর প্রস্থ পরিবর্তন করা। গিয়ার দাঁতের যোগাযোগের শক্তি সংক্রমণের উপাদান এবং মাত্রার উপর নির্ভর করে এবং আলাদাভাবে মডিউল এবং দাঁতের সংখ্যার উপর নির্ভর করে না। প্রদত্ত একটি w এর যোগাযোগ শক্তির শর্ত অনুসারে, মডুলাস এবং দাঁতের সংখ্যার বিভিন্ন মান থাকতে পারে তবে শর্ত সাপেক্ষে: 0.5m(Z 1 + Z 2) = a w এবং u = Z 2 /Z 1।
3. নমন শক্তির জন্য নলাকার গিয়ারের দাঁতের গণনা.
গিয়ারের পারফরম্যান্সের জন্য দুটি প্রধান মানদণ্ডের দ্বিতীয়টি হল দাঁতের বাঁকানো শক্তি। গণনা করা নির্ভরতা প্রাপ্ত করার সময়, নিম্নলিখিত অনুমান করা হয়:
বাগদানে এক জোড়া দাঁত থাকে।
দাঁতটিকে একটি ক্যান্টিলিভার রশ্মি হিসাবে বিবেচনা করা হয় যা একটি ঘনীভূত শক্তির সাথে লোড করা হয় যা দাঁতের শীর্ষে প্রয়োগ করা হয়
F n বল একটি কোণে কাজ করে (90 - α /) দাঁতের প্রতিসাম্যের অক্ষে; কোণ α / বাগদান কোণ α w থেকে সামান্য বড়। দাঁতের চাপের অবস্থা শনাক্ত করার জন্য, বল F n এনগেজমেন্টের লাইন N 1 N 2 বরাবর স্থানান্তরিত হয় যতক্ষণ না এটি দাঁতের অক্ষের সাথে t. C. ছেদ করে এবং দাঁতের অক্ষ বরাবর নির্দেশিত উপাদানগুলিতে পচে যায়। এবং এটি লম্ব (চিত্র 2)।
অক্ষ বরাবর নির্দেশিত উপাদানের প্রভাবে, দাঁতের গোড়ায় সংকোচনের চাপ σ com = F n sinα / /bS কাজ করে, যার চিত্র চিত্র 3 (b-দাঁতের দৈর্ঘ্য) এ দেখানো হয়েছে। পয়েন্ট A এবং B নমনের সময় দাঁতের বিপজ্জনক অংশের অবস্থান নির্ধারণ করে। এই অংশের দাঁত একটি নমন মুহূর্ত M = F n h р cosα / দ্বারা লোড করা হয়, যার ফলে স্ট্রেস σ এবং: অক্ষের বাম দিকে - টান, ডানদিকে - কম্প্রেশন। প্রসারিত তন্তুগুলির (t.A) পাশে σ Fnom-এর মোট চাপগুলির মান সংকুচিত তন্তুগুলির (t.B) পাশের তুলনায় কম। যাইহোক, প্রসার্য চাপ আরও বিপজ্জনক। ঘনীভূত ভোল্টেজগুলিকে নামমাত্র বলা হয়।
আসুন নমনের নামমাত্র চাপ নির্ধারণ করি - t.A-তে কম্প্রেশন:
যেখানে W x \u003d bS 2 /6 হল বিপজ্জনক অংশ AB এর প্রতিরোধের অক্ষীয় মুহূর্ত।
লোড ফ্যাক্টর K F কে বিবেচনায় নিয়ে পরিধি বল F t এর মাধ্যমে F n বল প্রকাশ করলে আমরা পাই:
 , যেখানে F n = K F F t /cosα w
, যেখানে F n = K F F t /cosα w
বিপজ্জনক বিভাগ AB দাঁতের গোড়ায় ট্রানজিশন পৃষ্ঠের আকৃতির পরিবর্তনের কারণে চাপের ঘনত্বের অঞ্চলে অবস্থিত। এই বিভাগে স্থানীয় চাপ α T গুণ দ্বারা নামমাত্রকে ছাড়িয়ে গেছে:
σ F = σ F nom α T, যেখানে α T হল তাত্ত্বিক চাপ ঘনত্বের ফ্যাক্টর।
বিপজ্জনক বিভাগে এই চাপ একাউন্টে গ্রহণ

বাঁকানো বাহু h p এবং দাঁতের পুরুত্ব S মডুলাস m এর পরিপ্রেক্ষিতে প্রকাশ করা হয়
কোথায়  - দাঁতের আকৃতি এবং চাপের ঘনত্ব বিবেচনায় নেওয়া সহগ। একটি টেবিল বা গ্রাফ থেকে নির্বাচিত.
- দাঁতের আকৃতি এবং চাপের ঘনত্ব বিবেচনায় নেওয়া সহগ। একটি টেবিল বা গ্রাফ থেকে নির্বাচিত.
শক্তি অবস্থা বিবেচনা করে σ F< [σ] F , получим формулу для নমন চাপের জন্য গিয়ারের যাচাইকরণ গণনা:
 ,
,
যেখানে Y β হল সহগ দাঁতের প্রবণতার কোণকে বিবেচনা করে Y β = 1 – β/100, তবে Y β > 0.7; Yε - সহগ দাঁতের ওভারল্যাপ বিবেচনা করে Y ε = 1/ε α = 1/1.6 = 0.65।
জন্য স্পার গিয়ারস: Y β = 1; Y ε = 1 8.9 এর নির্ভুলতার ডিগ্রি সহ;
Y ε \u003d 0.8 এর যথার্থতা ডিগ্রী 5, 6, 7। Y FS 1 > Y FS 2 যেহেতু গোড়ার গিয়ারের দাঁত চাকার দাঁতের চেয়ে পাতলা। সঙ্গমের দাঁতের প্রায় সমান নমন শক্তি নিশ্চিত করতে, গিয়ারটি একটি শক্তিশালী উপাদান দিয়ে তৈরি। গিয়ার এবং চাকার দাঁতের সমান নমন শক্তির শর্ত: [σ] F 1 /Y FS 1 ~ [σ] F 2 /Y FS 2
F t \u003d 2 10 3 T 1 /d 1 u d 1 \u003d 2a w / (u ± 1) প্রতিস্থাপন করে, আমরা বাঁকানো চাপের জন্য দাঁতের গণনা পরীক্ষা করার জন্য একটি সূত্র পাই এবং m-এর ফলে অসমতার সমাধান করি: 
গিয়ার ক্রাউনের প্রস্থ b 1 চাকাটির প্রস্থ b 2 এর চেয়ে 2 - 4 মিমি বড় করা হয়েছে যাতে সমাবেশের ত্রুটির কারণে গিয়ারগুলির সম্ভাব্য অক্ষীয় স্থানচ্যুতির জন্য ক্ষতিপূরণ দেওয়া হয়। দাঁতে দৌড়ানোর সময় এটি গুরুত্বপূর্ণ, যখন একটি শক্ত গিয়ার প্রস্থে একটি কম শক্ত চাকাকে ওভারল্যাপ করে।
b \u003d b 2 নিলে এবং K m \u003d 10 3 Y FS Y β Y ε নির্দেশ করে, আমরা দাঁত মডিউলের সর্বনিম্ন মান নির্ধারণের জন্য গণনাকৃত নির্ভরতা পাই
মি  ,
,
যেখানে K m = 3.4 10 3 - স্পার গিয়ারের জন্য;
K m = 2.8 10 3 - হেলিকাল গিয়ারের জন্য।
[σ] F-এর পরিবর্তে, [σ] F 1 u [σ] F 2-এর ছোটটি সূত্রে প্রতিস্থাপিত হয়।
হেলিকাল গিয়ারের জ্যামিতি এবং অপারেটিং অবস্থার বৈশিষ্ট্য
কৃমি কাটার অক্ষ, একটি হেলিকাল নলাকার গিয়ারের দাঁত কাটার সময়, চাকার শেষ সমতলের সাথে একটি কোণ β তৈরি করে। অতএব, দাঁতের দিক থেকে স্বাভাবিক সমতলে, এর সমস্ত মাত্রা মানক। একটি হেলিকাল গিয়ারে, দাঁতের মধ্যে দূরত্ব শেষ বা পরিধি, (t - t) এবং স্বাভাবিক (n - n) দিকনির্দেশে পরিমাপ করা যেতে পারে। প্রথম ক্ষেত্রে, জেলা ধাপ p টি প্রাপ্ত হয় , দ্বিতীয়, স্বাভাবিক ধাপ পি. বাগদান মডিউলগুলিও এই দিকগুলিতে আলাদা। :
মি t = পি t /π , মি n = পি/ π , যেখানে m t; m n হল জেলা এবং সাধারণ মডিউল।
পি t = পি/ cosβ, অতএব, মি t = মি n / cosβ. স্বাভাবিক মডিউল মান মেনে চলতে হবে।
অফসেট ছাড়া একটি চাকার জন্য, বিভাজক d এবং প্রাথমিক d w ব্যাস হল:
d = d w = মি t জেড = মি n জেড/ cosβ
হেলিকাল গিয়ারে শেষ ওভারল্যাপ ছাড়াও, অক্ষীয় ওভারল্যাপও দেওয়া হয় .
অক্ষীয় ওভারল্যাপ সহগ ε β \u003d b 2 / p x, যেখানে p x হল অক্ষীয় ধাপ, দুটি সন্নিহিত দাঁতের একই বিন্দুর মধ্যে দূরত্বের সমান, গিয়ার হুইল অক্ষের দিকে পরিমাপ করা হয় (চিত্র)
জ্যামিতি বৈশিষ্ট্য কাজের অবস্থার পার্থক্য নির্ধারণ করে স্ক্রুর ন্যায় পেঁচাল গিয়ার্ মধ্যে নির্মিত হয়েছে.
1. চালিত চাকার দাঁত উপরে থেকে শুরু করে প্রথমে বাড়ায় এবং তারপর দৈর্ঘ্য কমায় যোগাযোগ লাইনযখন এটি দাঁতের মাথা থেকে কান্ডে সরানো হয়। দাঁত একবারে সব কাজ করে না, এটি ভিতরে চালানো ভাল এবং দ্রুত।
2. এক জোড়া দাঁতের যোগাযোগের সময় বৃদ্ধি পায়, এই সময়ে নতুন জোড়া দাঁত যুক্ত হয়; লোডটি প্রচুর সংখ্যক যোগাযোগ লাইন প্রেরণ করে, যা উল্লেখযোগ্যভাবে শব্দ এবং গতিশীল লোড হ্রাস করে। দাঁতের রেখার β প্রবণতার কোণ যত বেশি হবে, ব্যস্ততার মসৃণতা তত বেশি হবে।
3. যোগাযোগ লাইনের দৈর্ঘ্য বরাবর লোডটি গিয়ার এবং চাকার দাঁতের মোট কঠোরতার অনুপাতে বিতরণ করা হয়।
4. একটি হেলিকাল গিয়ারে, 2-3 জোড়া দাঁত একযোগে বাগদানে অংশগ্রহণ করে। সুতরাং, যোগাযোগ লাইন l Σ বিনুনিটির মোট দৈর্ঘ্য একটি স্পার l Σ সোজার চেয়ে বেশি (প্রায় 30% দ্বারা)
l Σ cos = b 2 /(Z 2 ε cosβ b) ; l Σ সোজা = b 2 /Z 2 ε ।
সহগ Z ε যোগাযোগ লাইনের মোট দৈর্ঘ্য বিবেচনা করে:
স্পার গিয়ারের জন্য Z ε =
যেখানে ε α শেষ ওভারল্যাপের সহগ।
5. একটি হেলিকাল গিয়ারে যোগাযোগকারী দাঁতের বক্রতার ব্যাসার্ধের মধ্যে অনুপাতটি আরও অনুকূল: Σ(1/ρ i) cos = cosβ b Σ(1/ρ i) সোজা
কনট্যাক্ট স্ট্রেস, অন্যান্য জিনিস সমান, হেলিকাল গিয়ারিং-এ স্পার গিয়ারিং-এর তুলনায় কম মূল্য।
একটি সমতুল্য চাকার ধারণা.
স্বাভাবিক অংশ n - n-এ একটি তির্যক দাঁতের প্রোফাইল একটি স্পার গিয়ারের প্রোফাইলের সাথে মিলে যায়। হেলিকাল গিয়ারের গণনা সমতুল্য স্পার গিয়ারের পরামিতি ব্যবহার করে সঞ্চালিত হয়:
m n - মডিউল; Z v - দাঁতের সংখ্যা। দাঁতের প্রোফাইল শর্তসাপেক্ষ স্পার চাকার প্রোফাইলের সাথে মিলে যায়, যাকে বলা হয় সমতুল্য, পিচ ব্যাস d v = m n Z v।
d v = 2ρ v = d/cos 2 β = m t Z/cos 2 β = m n Z/cos 3 β, যেখানে ρ v হল বক্রতার ব্যাসার্ধ।
সমতা m n Z v \u003d m n Z / cos 3 β থেকে, দাঁতের সমতুল্য সংখ্যা অনুসরণ করে:
Z v = Z/cos 3 β।
দাঁত লাইনের প্রবণতার কোণ β বৃদ্ধির সাথে, সমতুল্য পরামিতিগুলি বৃদ্ধি পায়, যা সংক্রমণের শক্তি বৃদ্ধিতে অবদান রাখে।
Σ(1/ρ i) = 1/ρ 1 ± 1/ρ 2 = (ρ 2 ± ρ 1)/(ρ 2 ρ 1) =
উল্লেখ করুন:
Z E =
-
Z H =
Zε =
;
F t \u003d 2 10 3 T 1 /d 1 সূত্রে প্রতিস্থাপন করা হচ্ছে; b 2 \u003d ψ ba a w; d 1 = 2a w /(u ± 1) , আমরা ধারাবাহিকভাবে প্রাপ্ত করব
আমরা পেতে একটি w জন্য সিদ্ধান্ত
এবং w = ;
K a = বোঝানো হচ্ছে
a w = K a
, যেখানে F n = K F F t /cosα w
h p = μm এবং S = λm , যেখানে μ এবং λ হল সহগ যা দাঁতের আকৃতি বিবেচনা করে। তারপর
কোথায় -
, যেখানে Y β
মি
নলাকার গিয়ারের ডিজাইন গণনা
একটি গিয়ার ট্রান্সমিশন ডিজাইন করার সময়, চাপগুলি নয়, তবে প্রধান জ্যামিতিক পরামিতিগুলি নির্ধারণ করা আরও সুবিধাজনক। কেন্দ্রের দূরত্ব:
w = (u + 1)  =, মিমি
=, মিমি
যেখানে আপনি গিয়ার অনুপাত;
টি 2 - চাকা উপর ঘূর্ণন সঁচারক বল;
সি - সহগ গিয়ারগুলির যান্ত্রিক বৈশিষ্ট্যগুলি বিবেচনায় নেওয়া:
310 - স্পার গিয়ারের জন্য;
335 - স্পার বেভেল গিয়ারের জন্য;
270 - হেলিকাল নলাকার এবং বেভেল গিয়ারের জন্য;
[σ] H - গিয়ারের উপাদান এবং তাপ চিকিত্সা এবং সংক্রমণের সময়কালের উপর নির্ভর করে অনুমোদিত যোগাযোগের চাপ
গিয়ারগুলি রোলড পণ্য বা ফোরজিংস থেকে তৈরি করা হয় উচ্চ-মানের স্ট্রাকচারাল কার্বন বা অ্যালয় স্টিল থেকে যার কার্বন উপাদান 0.1 থেকে 9.6% বিভিন্ন ধরনের তাপ চিকিত্সা সহ; উল্লেখযোগ্য চাকার আকারের সাথে (500 মিমি এর বেশি ব্যাস সহ), ইস্পাত ঢালাই ব্যবহার করা হয়। HB 350-এর বেশি কঠোরতা সহ উন্নত বা স্বাভাবিক স্টিলের তৈরি স্পার হুইলগুলির জন্য, গিয়ার দাঁতের কাজের পৃষ্ঠের কঠোরতা চাকার দাঁতের কঠোরতার চেয়ে 20-50 ইউনিট বেশি হওয়া উচিত। নন-স্পার গিয়ারগুলির জন্য, গিয়ার এবং চাকার কঠোরতার পার্থক্য 100 ইউনিট বা তার বেশি পৌঁছে যায়, যা যোগাযোগের শক্তির পরিপ্রেক্ষিতে সংক্রমণের লোড ক্ষমতা বাড়ায়।
একটি উল্লেখযোগ্য কিন্তু শান্ত লোড সহ, একটি বড় এবং গতিশীল লোড সহ, ক্রমাগত শক্ত হওয়া সঞ্চালিত হতে পারে, দাঁতের ভিতরের অংশটি অবশ্যই সান্দ্র হতে হবে এবং বাইরের উচ্চ-শক্তি, একটি ছোট গতিশীল লোড সহ, পুরো দাঁতটি সান্দ্র হতে পারে। যদি প্রেরিত শক্তি বড় হয়, তাহলে ট্রান্সমিশনের ভর এবং মাত্রা কমাতে, উচ্চতর পৃষ্ঠের শক্তি সহ চাকা ব্যবহার করা উচিত। দাঁত অবশ্যই শক্ত বা পৃষ্ঠের শক্ত, কার্বারাইজড, সায়ানিডেটেড এবং ... এই জাতীয় দাঁত অবশ্যই মাটিতে বা ল্যাপ করা উচিত, তাই নির্ভুলতার ডিগ্রি অবশ্যই উচ্চ হতে হবে। শেভরন দাঁত সহ চাকাগুলি শক্ত হওয়ার শিকার হয় না এবং তাদের নাকাল করা হয় না।
গিয়ার এবং চাকার জন্য অনুমোদিত যোগাযোগের চাপ:
যেখানে [σ] P 0 হল অনুমোদিত যোগাযোগের চাপ যা লোডিং চক্রের মৌলিক সংখ্যা N BUT (সারণী 1 অনুযায়ী নির্বাচিত)
Z R - দাঁতের কাজের পৃষ্ঠের রুক্ষতা বিবেচনা করে সহগ (7ম রুক্ষতা ক্লাস -1 এ; 6 তম রুক্ষতা ক্লাসে - 0.95)
Z V - পরিধিগত গতি এবং কঠোরতার প্রভাব বিবেচনায় নিয়ে গুণাগুণ (হার্ডনেস HB ≤ 350 এবং HB > 350 সহ Z V - V গ্রাফ অনুসারে নির্ধারিত)
К НL – স্থায়িত্ব ফ্যাক্টর К Н L = 
যেখানে NHO হল লোডিং চক্রের ভিত্তি সংখ্যা
N HE হল হুইল লোডিং চক্রের সমতুল্য সংখ্যা
NHE= 
যেখানে T i max হল সর্বোচ্চ একটানা টর্ক
T i - লোডিং চক্র N i (লোড পরিবর্তন গ্রাফ) সংখ্যার সাথে সঙ্গতিপূর্ণ লোড পদক্ষেপের মুহূর্ত
N i = 60n i t hi K K(w)
যেখানে n i - শ্যাফ্ট ঘূর্ণন ফ্রিকোয়েন্সি মুহূর্তের কর্মের অধীনে T i , min -1 ;
t hi - লোডের সময়কাল T i , ঘন্টায়;
K K হল গণনা করা চাকার ব্যস্ততার সংখ্যা।
[σ] Н =  =
=
সংজ্ঞার পরে, শর্তের পরিপূর্ণতা পরীক্ষা করা প্রয়োজন:
[σ] N ≤ 1.23[σ] N মিনিট
হেলিকাল গিয়ারের নির্ভরযোগ্যতা বৃদ্ধির দিক বৃদ্ধির সাথে, মান [σ] H কে দুটি [σ] H1 এবং [σ] H2 এর ছোটের সমান নেওয়া যেতে পারে।
K Hα - দাঁতের মধ্যে লোডের অসম বন্টন বিবেচনায় নেওয়া সহগ; স্পার চাকার জন্য 1; সময়সূচী অনুযায়ী হেলিকাল দাঁতের জন্য;
K Hβ - যোগাযোগ লাইনের দৈর্ঘ্য বরাবর লোডের অসম বণ্টনকে বিবেচনায় নেওয়া সহগ - সময়সূচী বা টেবিল থেকে নির্ধারিত হয়;
কে এইচভি - গতিশীল সহগ, ট্রান্সমিশন নির্ভুলতা, দাঁতের কঠোরতা এবং পরিধিগত গতির প্রভাব বিবেচনা করে - টেবিল থেকে নির্ধারিত হয়;
Ψ va - গিয়ার রিম প্রস্থ সহগ
Ψ va = b/a w Ψ bd = b/d
মানগুলির পছন্দ ψ ba এবং ψ bd উল্লেখযোগ্যভাবে সংক্রমণের গুণমানকে প্রভাবিত করে - এর কার্যকারিতা, মাত্রা, উত্পাদন এবং সমাবেশ প্রযুক্তির প্রয়োজনীয়তা; গিয়ার রিমের প্রস্থ সহগ বৃদ্ধির সাথে, লোডের ঘনত্ব বৃদ্ধি পায়। নকশা গণনায়, মান ψ va দেওয়া হয়:
0.125 ... 0.20 - গিয়ারবক্সের স্পার গিয়ারের জন্য;
0.20 ... 0.35 - স্পার গিয়ার চাকার জন্য;
0.20 ... 0.50 - হেলিকাল গিয়ারের জন্য;
0.40 ... 0.80 - হেরিংবোন গিয়ারের জন্য।
গিয়ারবক্সের প্রতিটি পরবর্তী পর্যায়ের জন্য ψ va আগেরটির তুলনায় 20 - 30% বৃদ্ধি পায়।
স্ট্যান্ডার্ড মান: 0.100; 0.125; 0.160; 0.20; 0.250; 0.315; 0.40; 0.50; 0.630; 0.80; 1.0; 1.25
কেন্দ্রের দূরত্ব নির্ধারণ করার পরে, নিকটতম মান মান নেওয়া হয়: 40; পঞ্চাশ; 63; 71; 80; 90; 100; 112; 125; 140; 160; 180; 200; 225; 250; 280; 315; 355; 400; 450; 500; 560; 630।
পরামিতি এবং সহগ সামঞ্জস্য করার পরেযোগাযোগের সহনশীলতার জন্য একটি যাচাইকরণ গণনা করা হয়:
σ Н =  এমপিএ
এমপিএ
এখানে, যদি যোগাযোগের ভোল্টেজ 5 এর বেশি না হয় ... অনুমোদিত ভোল্টেজের চেয়ে 6% বেশি, বা আন্ডারলোড 10% এর বেশি না হয়, তাহলে গণনাটি সন্তোষজনক বলে বিবেচিত হয়।
স্বল্পমেয়াদী ওভারলোডের জন্য যোগাযোগের শক্তি পরীক্ষা:
σ H সর্বোচ্চ = σ H  , এমপিএ
, এমপিএ
যেখানে [σ] Npr - চূড়ান্ত চাপযোগাযোগ শক্তির জন্য:
এ Н ≤ НВ 350 [σ] Нpr = 3.1σ Т
Н > НВ 350 [σ] Нpr = 41.3НRC
নমন সহনশীলতা পরীক্ষা:
σ F =  , এমপিএ
, এমপিএ
যেখানে T হল পরীক্ষিত চাকার টর্ক, N.m
Z হল পরীক্ষিত চাকার দাঁতের সংখ্যা;
কে এফ α - লোড ফ্যাক্টর, দাঁতের মধ্যে লোড বন্টন বিবেচনা করে (স্পার গিয়ারের জন্য K = 1; গড় শেষ ওভারল্যাপ সহগ সহ হেলিকাল গিয়ারের জন্য ε α = 1.5 এবং 8 ডিগ্রী চাকার নির্ভুলতা
K Fβ - মুকুটের প্রস্থ (টেবিল) জুড়ে লোডের অসম বণ্টনকে বিবেচনায় নেওয়া সহগ
কে এফভি - ডায়নামিক লোড (টেবিল) বিবেচনায় নেওয়া সহগ
Y F - দাঁতের শক্তি ফ্যাক্টর, দাঁতের সমতুল্য সংখ্যা দ্বারা নির্ধারিত
Z V = Z/cos 3 β
β হল হেলিকাল (8 0 ... 20 0) এবং শেভরন (25 0 ... 40 0) গিয়ারে দাঁতের প্রবণতার কোণ;
Y β - সহগ দাঁতের প্রবণতা বিবেচনা করে, β সহ< 40 0
Y β = 1 – β/140 0
m - এনগেজমেন্ট মডিউল (হেলিকাল m n - স্বাভাবিক মডিউলের জন্য)
m = m n = (0.01 … 0.02)a w
চাকার দাঁতের মডিউলটিকে ন্যূনতম হিসাবে বেছে নিতে হবে কারণ ওয়ার্কপিসের বাইরের ব্যাস তার বৃদ্ধির সাথে বৃদ্ধি পায়, তবে পাওয়ার ট্রান্সমিশনের জন্য 1.5 ... 2 এর কম নয়
চাকার দাঁতের সংখ্যা নির্ধারণ করুন:
Z1 =  Z2 = uZ1
Z2 = uZ1
অসংশোধিত চাকার জন্য, দাঁতের কান্ডকে ছোট করার ঝুঁকি ছাড়াই Z 1 এর ন্যূনতম অনুমোদিত মান: Z min ≥ 17cos 3 β
বাঁকানোর সময় দাঁতের সহনশীলতার জন্য যাচাইকরণের সময় অনুমোদিত চাপ: [σ] F = [σ] F 0 K FL Y R Y M
যেখানে [σ] F 0 হল অনুমোদনযোগ্য বাঁকানো চাপ যা স্ট্রেস পরিবর্তনের চক্রের মৌলিক সংখ্যার সাথে সম্পর্কিত N FO (টেবিল)
বেস এবং লোডিং চক্রের সমতুল্য সংখ্যার অনুপাতের উপর নির্ভর করে কে এফএল হল স্থায়িত্বের ফ্যাক্টর
কেএফএল = 
N FO = 4 10 6 - চক্রের মৌলিক সংখ্যা
NFE =  - নমন চক্র সমতুল্য সংখ্যা
- নমন চক্র সমতুল্য সংখ্যা
m F - ডিগ্রী, m F = 9 - HB> 350 এর কঠোরতা সহ একটি নন-পালিশযুক্ত পৃষ্ঠের ইস্পাত চাকার জন্য এবং ঢালাই লোহার চাকার জন্য; m F = 6 - HB350 এর চেয়ে কম কঠোরতা সহ চাকার জন্য
যদি N FE > N FO = 4 10 6 তাহলে আমরা K FL = 1 নিই
Y R - কাজের পৃষ্ঠতলগুলির রুক্ষতা বিবেচনায় নেওয়া সহগ (1 - স্থল এবং মিলিত পৃষ্ঠের জন্য; 1.05 - কার্বারাইজিং, নাইট্রাইডিং; 1.2 - স্বাভাবিককরণ বা উন্নতির সাথে পালিশ করা)
d ≤ 300 এর জন্য Y M = 1 হল চাকার ব্যাস বিবেচনা করে সহগ।
সংজ্ঞা জ্যামিতিক পরামিতিনলাকার চাকা
ব্যাস পিচ বৃত্ত:
2. রিং গিয়ারের প্রস্থ
গিয়ার b 1 = ψ ba a w + 5 এর জন্য
চাকার জন্য b 2 = Ψ ba a w
3. দাঁতের শীর্ষের ব্যাস d a = d + 2m n
4. ডিপ্রেশনের ব্যাস d f = d - 2.5m n
5. পেরিফেরাল গতি V = 
পৃষ্ঠা ২
নলাকার গিয়ারসকম্প্যাক্ট এবং আছে গুরুত্বপূর্ণ সম্পত্তি: তারা চালিত চাকাকে অভিন্ন ঘূর্ণন প্রদান করে যখন ড্রাইভ চাকার অভিন্ন ঘূর্ণন।
নলাকার গিয়ার দুটি সমান্তরাল শ্যাফ্টের মধ্যে ঘূর্ণন এবং টর্ক প্রেরণ করার জন্য ডিজাইন করা হয়েছে। নলাকার গিয়ারগুলি বাহ্যিক এবং অভ্যন্তরীণ গিয়ারিং সহ স্পার, হেলিকাল এবং হেরিংবোন। র্যাক এবং পিনিয়ন গিয়ারগুলিও নলাকার গিয়ারগুলির অন্তর্গত।
নলাকার গিয়ারগুলি অভিন্ন ঘূর্ণন গতি প্রেরণ করার জন্য ডিজাইন করা হয়েছে। বেগের জন্য, আমরা v dS/dta সমীকরণ পাই, যেখানে a একটি ধ্রুবক। যদি ত্বরণ j শূন্যের সমান হয়, তাহলে কোন গতিশীল লোড নেই। বাস্তবে, ব্যস্ততার অনিবার্য ত্রুটির কারণে, উল্লেখযোগ্য গতিশীল শক্তি উপস্থিত হয়, যা প্রায়শই পেলোডকে বহুবার অতিক্রম করে।
নলাকার গিয়ারগুলি অভিন্ন ঘূর্ণন গতি প্রেরণ করার জন্য ডিজাইন করা হয়েছে।
নলাকার গিয়ারগুলি প্রধানত বড় শক্তির সংক্রমণের জন্য ব্যবহৃত হয়; এটি মাঝারি এবং নিম্ন শক্তির জন্য নলাকার গিয়ারের ব্যবহারকেও বাধা দেয় না। বেভেল গিয়ারস (যেমন কৃমি গিয়ার) মাঝারি এবং ছোট শক্তির জন্য ব্যবহৃত হয়।
বাহ্যিক গিয়ারিং সহ সহজতম স্পার গিয়ারটি ডুমুরে দেখানো হয়েছে। 1.5। মেকানিজমটি একটি চাকার ঘূর্ণনশীল গতিকে / অন্য একটি চাকা 2 এর ঘূর্ণনশীল আন্দোলনে একটি ভিন্ন গতি এবং টর্কের সাথে রূপান্তর করে। বাহ্যিক গিয়ারিং সহ গিয়ারগুলি ঘূর্ণনের দিকের পরিবর্তনের সাথে ঘূর্ণন প্রেরণ করে।
নলাকার বাহ্যিক গিয়ারগুলি চলমান পদ্ধতিতে এবং গিয়ার হবিং, গিয়ার কাটিং বা গিয়ার শেপিং মেশিনে একক বিভাগ পদ্ধতি দ্বারা তৈরি করা যেতে পারে।
একটি ইনভোলুট প্রোফাইলের বাহ্যিক এবং অভ্যন্তরীণ গিয়ারিংয়ের নলাকার গিয়ারগুলি হল: স্পার গিয়ার, সর্পিল দাঁত সহ হেলিকাল গিয়ার (হেলিকয়েডাল), একক, ব্লক, শেভরন, বহু-সারি হেলিকাল এবং বহু-সারি শেভরন। ইনভোলুট প্রোফাইলের বেভেল গিয়ারগুলি হল: স্পার, হেলিকাল, বাঁকা দাঁত সহ, শেভরন।
একটি স্পার গিয়ার দেওয়া হয়েছে: একটি 450 মিমি, নির্ভুলতার ডিগ্রি 7 নির্ভুলতার সমস্ত মান অনুযায়ী, ইন্টারফেস টাইপ সি।
নলাকার গিয়ারের মাধ্যমে, প্রধান ক্যামশ্যাফ্ট 22 ঘূর্ণনে চালিত হয় (চিত্র 4.25, a দেখুন), যেখান থেকে ঘূর্ণনটি ওয়ার্কপিস বাঁক এবং স্থানান্তর করার জন্য মেকানিজমের ড্রাইভ ক্যামে এবং ডাই থেকে ইজেক্টর 16-এ প্রেরণ করা হয়। এই বেঁধে দেওয়া নিশ্চিত করে যে ছুরিটি কাটার ম্যাট্রিক্সের শেষের বিরুদ্ধে চাপা হয় কারণ কাটিয়া শক্তি বৃদ্ধি পায়।
বাহ্যিক এবং অভ্যন্তরীণ গিয়ারিং সহ নলাকার গিয়ার রয়েছে। নলাকার অভ্যন্তরীণ গিয়ারগুলি স্পার এবং হেলিকাল হতে পারে। তারা ব্যাপকভাবে বিমান, ট্রান্সমিশন ব্যবহৃত হয় গাড়ি, জটিল গ্রহের প্রক্রিয়া, প্রধানত যেখানে কেন্দ্রের দূরত্ব ছোট।
স্পার গিয়ারের জন্য, কেন্দ্রের দূরত্বের বিচ্যুতির ছয়টি (t 1 মিমি-এর জন্য পাঁচটি) শ্রেণী স্থাপন করা হয়েছে, I (I) থেকে VI পর্যন্ত সংখ্যা দ্বারা নির্ভুলতার অবরোহী ক্রমে নির্দেশিত।
লেকচার 14
নলাকার গিয়ার।
একটি প্রদত্ত গিয়ার অনুপাত সহ একটি শ্যাফ্ট থেকে অন্য শ্যাফ্টে ক্রমাগত অনুরোধের সংক্রমণ প্রায়শই গিয়ার প্রক্রিয়া ব্যবহার করে করা হয়। গতির একটি নির্দিষ্ট নিয়ম পুনরুত্পাদনের ক্ষেত্রে উচ্চ নির্ভরযোগ্যতা এবং নির্ভুলতার কারণে গিয়ার মেকানিজমগুলি যান্ত্রিক প্রকৌশল এবং যন্ত্র তৈরি উভয় ক্ষেত্রেই ব্যাপকভাবে ব্যবহৃত হয়েছে। শ্যাফ্টগুলির ঘূর্ণনের অক্ষগুলি সমান্তরাল হলে, একটি স্পার গিয়ার ব্যবহার করা হয়, যার চাকার অক্ষগুলি হল সিলিন্ডার। এই ধরনের ট্রান্সমিশন ফ্ল্যাট মেকানিজম বিভাগের অন্তর্গত। 14-16 বক্তৃতাগুলিতে, একটি প্রদত্ত গিয়ার অনুপাতের জন্য একটি স্পার গিয়ারের সংশ্লেষণের মূল বিষয়গুলি রূপরেখা দেওয়া হয়েছে৷ এই মৌলিক বিষয়গুলিকে জ্যামিতিক গিয়ারিং গণনা বলা হয়।
গিয়ার উপাদান।
নলাকার গিয়ার, যেমন আগে উল্লেখ করা হয়েছে, হতে পারেবাহ্যিক এবং অভ্যন্তরীণ গিয়ারস আপনারও নির্দেশ করা উচিতআলনা এবং পালক একটি লিঙ্ক যা বাহ্যিক এবং অভ্যন্তরীণ লিঙ্কগুলির মধ্যে পার্থক্য করে। একটি সাধারণ গিয়ার ট্রেনে দুটি চলমান লিঙ্ক রয়েছে, যা গিয়ার। গিয়ার হুইলের উপাদানগুলি বিবেচনা করুন (চিত্র 14। l)
সারফেস (1) গিয়ারের শরীর থেকে দাঁতকে আলাদা করে সারফেস বলে hollows দাঁত সারফেস (2), গিয়ারের শরীরের বিপরীত দিক থেকে দাঁতগুলিকে সীমাবদ্ধ করে, হল দাঁতের শীর্ষগুলির পৃষ্ঠ। দুটি সন্নিহিত দাঁতের (3) মধ্যবর্তী স্থানটি একটি গহ্বর। গহ্বর (4) এর পাশ থেকে দাঁতকে সীমাবদ্ধ করে এমন পৃষ্ঠকে পার্শ্বীয় বলা হয়দাঁত পৃষ্ঠ.
পার্শ্ব পৃষ্ঠ গঠিত হয়প্রধান (5) এবং অন্তর্বর্তীকালীন (6) পৃষ্ঠতল। প্রধান পৃষ্ঠ হল দাঁতের পার্শ্বীয় পৃষ্ঠের সেই অংশ, যা অন্য দাঁতের মূল পৃষ্ঠের সাথে মিথস্ক্রিয়া করে, একটি প্রদত্ত গিয়ার অনুপাত প্রদান করে। ট্রানজিশন সারফেস প্রধান পৃষ্ঠকে ডিপ্রেশন পৃষ্ঠের সাথে সংযুক্ত করে।
প্রধান পৃষ্ঠ সাধারণত হয়জড়িত পৃষ্ঠতল. যেহেতু ইনভল্যুট গিয়ারগুলি নলাকার গিয়ারগুলির মধ্যে বিশেষভাবে বিস্তৃত নলাকার গিয়ার. এটি অন্যান্য প্রোগ্রামগুলির তুলনায় তাদের খুব উল্লেখযোগ্য সুবিধা রয়েছে এই সত্য দ্বারা ব্যাখ্যা করা হয়েছে। সুতরাং, ইনভল্যুট গিয়ারগুলি নির্দিষ্ট সীমার মধ্যে, স্থিরতা বজায় রেখে কেন্দ্রের দূরত্বে পরিবর্তনের অনুমতি দেয় গিয়ার অনুপাত, যা অন্যান্য ট্রান্সমিশন অনুমতি দেয় না, এবং ভাল আছে কর্মক্ষম গুণাবলী. তাদের কাটার জন্য অনিচ্ছাকৃত চাকা এবং সরঞ্জাম তৈরি করা সবচেয়ে সহজ, যা অত্যন্ত ব্যবহারিক গুরুত্ব।
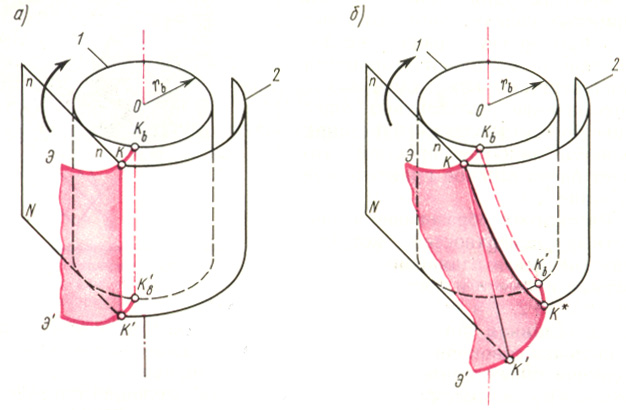
অবিচ্ছিন্ন পৃষ্ঠগুলির গঠন বিবেচনা করুন, যা সোজা এবং তির্যক দাঁতগুলির প্রধান পৃষ্ঠতল হবে। ডুমুর উপর. 14.2, এবং পরিপ্রেক্ষিতে, একটি সোজা দাঁতের প্রধান পৃষ্ঠটি দেখানো হয়েছে, যা চাকার অক্ষের লম্ব সমতলগুলিতে অবস্থিত সম্পূর্ণ অভিন্ন ইনভল্যুট (E, E ") এর একটি সেট হিসাবে উপস্থাপন করা যেতে পারে। সরলরেখার জেনাট্রিক্সের বিন্দু QC" সমতলের অন্তর্গতএন , যা স্লিপিং ছাড়াই প্রধান সিলিন্ডার 1-এর উপর ঘূর্ণায়মান হয়। সমস্ত ইনভোল্যুটের শুরুর পয়েন্টগুলি জেনারাট্রিক্সে অবস্থিত K b K b ' প্রধান কিউ-লিন্দ্রা। যেকোন সমাক্ষীয় সিলিন্ডার 2 এর সাথে একটি সরল দাঁতের মূল পৃষ্ঠের ছেদ এই সিলিন্ডারের জেনারাট্রিক্স বরাবর ঘটে (উদাহরণস্বরূপ, একটি সরল রেখা QC" ) এই রেখাটি চাকার অক্ষের সমান্তরাল এবং একে সোজা দাঁতের লাইন বলে। সোজা দাঁতের প্রধান পৃষ্ঠ হল একটি অনিয়মিত শাসিত নলাকার পৃষ্ঠ।
তির্যক দাঁতের প্রধান পৃষ্ঠটি (চিত্র 14.2, খ) চাকার অক্ষের লম্ব সমতলগুলিতে অবস্থিত অভিন্ন ইনভোল্যুট (E, E ") এর একটি সেট হিসাবেও উপস্থাপিত হতে পারে; তবে, এই ক্ষেত্রে, জেনারাট্রিক্স একটি সরল রেখা QC" চাকার অক্ষের কিছু কোণে N প্লেনে অবস্থিত। এই কারণে, প্লেন N যখন পিছলে না গিয়ে প্রধান সিলিন্ডার 1 বরাবর ঘূর্ণায়মান হয়, তখন ইনভোল্যুটগুলির শুরুর পয়েন্টগুলি একটি হেলিকাল লাইন বরাবর অবস্থিত হয় K b K b ' প্রধান সিলিন্ডারে। যেকোন সমাক্ষীয় সিলিন্ডার 2 এর সাথে ছেদ করলে, তির্যক দাঁতের প্রধান পৃষ্ঠটি একটি হেলিক্স গঠন করে QC* , তির্যক দাঁত লাইন বলা হয়. একটি তির্যক দাঁতের প্রধান পৃষ্ঠটি একটি অনিয়মিত শাসিত হেলিকাল পৃষ্ঠ।
এইভাবে, সোজা এবং তির্যক দাঁতগুলির প্রধান পৃষ্ঠগুলির প্রধান মিল হল যে কোনও প্রান্তের অংশে, অর্থাত্, চাকা অক্ষের সাথে একটি সমতল লম্বযুক্ত একটি বিভাগে, তাদের একটি অন্তর্নিহিত রয়েছে।
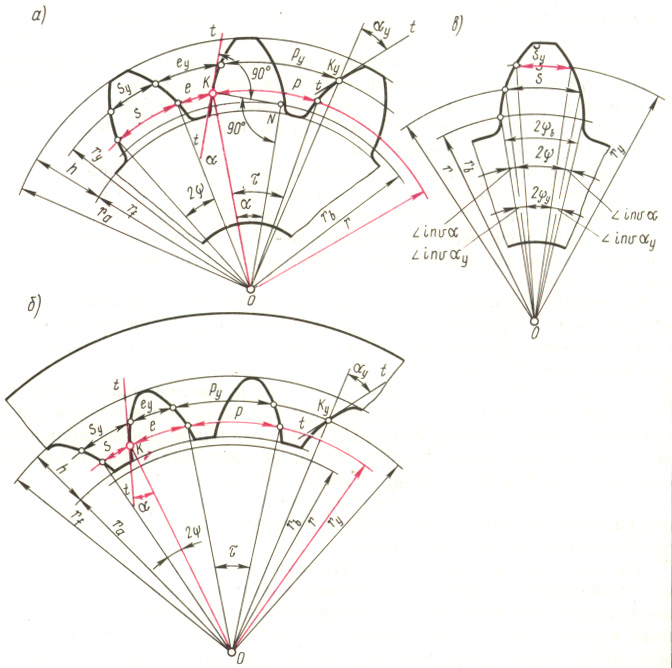
ডুমুর উপর. 14.3, a বহিরাগত দাঁত সহ একটি গিয়ার চাকা দেখায়। বৃহত্তম ব্যাসার্ধরা শীর্ষবিন্দু একটি বৃত্ত আছে. ডুমুর উপর. 14.3। b অভ্যন্তরীণ দাঁত সহ একটি গিয়ার চাকা দেখায়। এই ক্ষেত্রে, চাকার দেহটি একটি রিংয়ের আকার ধারণ করে, যার গহ্বরের ভিতরে দাঁতগুলি তাদের শীর্ষ দিয়ে ঘুরিয়ে দেওয়া হয়। অতএব, ব্যাসার্ধরা অভ্যন্তরীণ দাঁতের শীর্ষের বৃত্তটি ব্যাসার্ধের চেয়ে কমআরএফ ডিপ্রেশনের পরিধি, যা এইভাবে সবচেয়ে বড়। ডুমুর উপর. 14.3 এছাড়াও ইনভোলুট দাঁত প্রোফাইল দেখায়, প্রধান বৃত্ত যার ভিত্তিতে এটি তৈরি করা হয়েছে (ব্যাসার্ধ rb ), পাশাপাশি r ব্যাসার্ধের একটি বিভাজক বৃত্ত এবং নির্বিচারে ব্যাসার্ধের একটি বৃত্ত r y
ডুমুর উপর. 14.Z একটি অক্ষর দিয়ে চিহ্নিত KON , বিন্দুতে দাঁত প্রোফাইলের কোণের সমানকে স্পার গিয়ারের পিচ বৃত্তে অবস্থিত। এই কোণটি প্রমিত এবং 20° এর সমান। এইভাবে, একটি স্পার গিয়ারের পিচ সার্কেল হল সেই বৃত্ত যা দাঁতের প্রোফাইলটিকে বিন্দুতে ছেদ করে যার প্রোফাইল কোণটি আদর্শ কোণের সমান।= 20°।
যদি বৃত্তের দৈর্ঘ্য - বিভাজক, মৌলিক এবং নির্বিচারে ব্যাসার্ধ - দাঁতের সংখ্যা দ্বারা ভাগ করা হয় z , তারপর আমরা দুটি সন্নিহিত দাঁতের প্রোফাইলের মধ্যে দূরত্ব পাই, যাকে পিচ বলা হয়, অর্থাৎ আমরা পিচ বৃত্ত বরাবর পিচ পাইআর , প্রধান বৃত্ত বরাবর পদক্ষেপ pb এবং নির্বিচারে ব্যাসার্ধের একটি বৃত্ত বরাবর একটি ধাপ p y Arcs p, p b এবং p y একই কৌণিক ধাপের সাথে সামঞ্জস্যপূর্ণ = p / r = p b / r b = p y / r y . এটি অনুসরণ করে যে ধাপগুলি সংশ্লিষ্ট বৃত্তের ব্যাসার্ধের সমানুপাতিক। কৌণিক ধাপটি নিম্নরূপ প্রকাশ করা যেতে পারে: \u003d 360 ° / z
একটি গুরুত্বপূর্ণ উপাদানচাকা হল পিচ বৃত্ত বরাবর পিচ। আমরা ধাপের পরিপ্রেক্ষিতে বিভাজক বৃত্তের দৈর্ঘ্য প্রকাশ করিআর এবং চাকার দাঁত সংখ্যা z : 2 r = pz . তাই বিভাজক বৃত্তের ব্যাস d = (p /)* z = mz। অনুপাত পি/ চিঠি দ্বারা চিহ্নিতমি এবং চাকা দাঁত মডিউল বলা হয় (মডিউল ইউনিট - মিমি)। মডিউল প্রমিত, এবং মান প্রদান করে পুরো লাইনমডিউল মান। বিভাজক বৃত্তের ব্যাসার্ধ এবং চাকা এবং গিয়ার উভয়ের সমস্ত রৈখিক মাত্রা মডিউলটির মাধ্যমে প্রকাশ করা হয়:
r = m * z /2; (14.1)
p = * মি। (14.2)
ভিত্তি বৃত্তের ব্যাসার্ধ থেকে KON (চিত্র 14.3, a):
(14.3)
একটি নির্বিচারে চাকা বৃত্তের ব্যাসার্ধ নিম্নরূপ প্রকাশ করা হয়:
(14.4)
যেহেতু ধাপগুলি ব্যাসার্ধের সমানুপাতিক, তাহলে মূল বৃত্ত বরাবর ধাপ:
এবং নির্বিচারে ব্যাসার্ধের একটি বৃত্ত বরাবর একটি ধাপ:
(14.5)
চাকার প্রধান পরামিতি হল মডিউল m এবং দাঁতের সংখ্যা z . পিচ চেনাশোনাগুলির মাত্রাগুলি চাকা এবং গিয়ারগুলির মাত্রাগুলিকে চিহ্নিত করে৷ যেহেতু মডুলাস শক্তি গণনা থেকে নির্ধারিত হয়, এবং দাঁতের সংখ্যা ডিজাইনার দ্বারা বরাদ্দ করা হয়, গিয়ারের মাত্রা হ্রাস করার জন্য, এটি প্রয়োজনীয়দাঁতের সংখ্যা কমানোতার চাকা [দেখুন সমীকরণ (14.1]
অভ্যন্তরীণ দাঁত সহ চাকার জন্য, প্রধান এবং পিচ বৃত্তের ব্যাসার্ধ এবং এই বৃত্তগুলির সাথে ধাপগুলি বহিরাগত দাঁত সহ একটি চাকার মতো একই সূত্র দ্বারা নির্ধারিত হয়।
যেকোনো বৃত্ত বরাবর একটি চাকার দাঁতের পিচকে দাঁতের পুরুত্বের সমষ্টি হিসেবে উপস্থাপন করা যেতে পারে s y এবং খাদের প্রস্থ e y, i.e.
একই মডিউলের চাকার, একই সংখ্যক দাঁত থাকা, পিচ বৃত্ত বরাবর দাঁতের পুরুত্বে একে অপরের থেকে আলাদা হতে পারে।
পার্থক্য করা:
- সমান পিচ সহ চাকা, যেখানে পিচ বৃত্ত বরাবর দাঁতের পুরুত্ব গহ্বরের প্রস্থের সমান এবং তাই, অর্ধেক পিচ
s \u003d e \u003d m / 2;
2) যে চাকা আছে s > e, অর্থাৎ s > m /2;
3) যে চাকা আছে s< е , т. е. s < m /2 .
ডুমুর উপর. 14.3, কেন্দ্রীয় কোণে দেখানো হয় 2 এবং 2 y দাঁতের চাপের বেধের সাথে সামঞ্জস্যপূর্ণ s এবং s , সেইসাথে অনিচ্ছাকৃত কোণ inv এবং invy . চিত্র থেকে নিম্নলিখিত:
b = + inv = y + inv y
এখান থেকে
y = + inv - inv y
রৈখিক পরিপ্রেক্ষিতে কৌণিক বেধ প্রকাশ করা y = s y /(2 r y ) এবং = s /(2 r ) এবং পূর্বে সংকলিত সমীকরণে মান থেকে প্রতিস্থাপন করা y , আমরা বাহ্যিক দাঁতের পুরুত্ব নির্ধারণের সূত্র পাই:
s y = r y (s/r + 2inv - 2inv y ) (14.6)
একইভাবে, বেধ নির্ধারণের জন্য একটি সূত্র তৈরি করা হয় s y অভ্যন্তরীণ দাঁত:
s y = r y (s/r - 2inv + 2inv y )
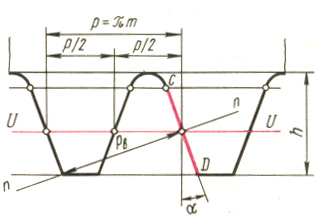
যদি আমরা অসীমভাবে চাকার দাঁতের সংখ্যা বৃদ্ধি করি, এবং তাই সমস্ত বৃত্তের ব্যাসার্ধ, তাহলে সীমাতে z= সমস্ত চেনাশোনা সমান্তরাল সরল রেখায় রূপান্তরিত হয়, এবং অবিচ্ছিন্ন দাঁত প্রোফাইল হয়ে যায়সোজা , যা মহান ব্যবহারিক গুরুত্ব। এ z= আমরা একটি গিয়ার র্যাক পাই (চিত্র 14.4)। র্যাক দাঁতের রেকটিলাইনার অংশের যে কোনও জায়গায়, প্রোফাইল কোণটি একই, সমান হবে।
সরাসরি UU , যার সাথে র্যাক দাঁতের পুরুত্ব গহ্বরের প্রস্থের সমান, অর্থাৎ, অর্ধেক ধাপের সমান, তাকে বিভাজক রেখা বলা হয়। বিভাজক রেখার সমান্তরাল যেকোন সরল রেখা বরাবর মাপা র্যাক দাঁতের পিচের মান একই p=m . রাক পিচ, মাপা স্বাভাবিক n - n তার প্রোফাইলে, সমান mcos, যেমন ধাপ পি খ এর সমান চাকার প্রধান পরিধি বরাবর, যার মডিউলটি র্যাক মডিউলের মতো।
মেশিন গিয়ারিং প্রধান বিধান.
তাক মেশিন ব্যস্ততা.
গিয়ার তৈরির পদ্ধতি।বর্তমানে, গিয়ারগুলি অনুলিপি এবং নমন দ্বারা তৈরি করা হয়।
প্রথম পদ্ধতি অনুযায়ী, গিয়ার চাকা প্রধানত শুধুমাত্র একটি সমান পিচ সঙ্গে উত্পাদিত হয়. যাইহোক, তাদের অধিকাংশ একটি পরিচিত ত্রুটি সঙ্গে সঞ্চালিত হয়. দ্বিতীয় উপায় হল বৃত্তাকার উপায় উল্লেখযোগ্য ত্রুটিঅধিকারী নয়: এই পদ্ধতিটি বিভিন্ন ধরণের গিয়ার তৈরি করতে ব্যবহার করা যেতে পারে এবং তদ্ব্যতীত, তাত্ত্বিকভাবে সঠিক। অতএব, রাউন্ডিং পদ্ধতিটি বিতরণ খুঁজে পেয়েছে এবং বিশেষ আগ্রহের বিষয়।
রাউন্ডিং পদ্ধতির সাহায্যে, ওয়ার্কপিস, যেখান থেকে গিয়ার তৈরি করা হয় এবং কাটিং টুল, যার একটি গিয়ার আকৃতি রয়েছে (কৃমি কাটার, চিরুনি, কাটার), মেশিনে একে অপরের সাথে সম্পর্কিত এমন নড়াচড়াগুলি রিপোর্ট করা হয় যা পুনরুত্পাদন করে।প্রবৃত্তি প্রক্রিয়া. এই ব্যস্ততাকে মেশিন এনগেজমেন্ট বলে।
ব্যস্ততার প্রক্রিয়ার পুনরুত্পাদনকারী আন্দোলনগুলি ছাড়াও, সরঞ্জামটি কাটার প্রযুক্তিগত গতিবিধি দ্বারাও জানানো হয়। এই ক্ষেত্রে, টুলের কাটিং প্রান্তগুলি একটি পৃষ্ঠকে বর্ণনা করে যাকে উৎপাদনকারী বলা হয়। আমরা নির্দেশ করি যে উত্পাদনকারী পৃষ্ঠ এবং দাঁতের ফ্ল্যাঙ্কটি পারস্পরিকভাবে বাঁকানো হয়, যেখান থেকে পদ্ধতিটি নিজেই এর নাম পেয়েছে।
উচ্চতর কাইনেমেটিক জোড়ার উপাদানগুলির জ্যামিতিক পরামিতিগুলি গণনা করার সময়, ফর্মিং মেশিনে (ধাতু-কাটিং, রোলিং মিল, প্রেস, ইত্যাদি) যন্ত্রাংশ তৈরির প্রযুক্তিগত ক্ষমতাগুলি বিবেচনায় নেওয়া হয়। সংশ্লিষ্ট শেপিং টুলের জ্যামিতি ঘনিষ্ঠভাবে সম্পর্কিতপৃষ্ঠতল উত্পাদন. যে সরঞ্জামগুলির জন্য চিপগুলি কেটে আকার দেওয়ার প্রক্রিয়াটি সম্পাদন করে, এই জাতীয় উত্পাদনকারী পৃষ্ঠটি একটি কাল্পনিক পৃষ্ঠ যা সরঞ্জামের কাটিয়া প্রান্তগুলি ধারণ করে বা কাটার জন্য প্রয়োজনীয় তাদের প্রধান চলাচলের সময় গঠিত হয়। যদি কাটিয়া প্রান্ত সোজা হয় এবং প্রধান আন্দোলন সোজা হয়, তাহলে উৎপন্ন পৃষ্ঠ একটি সমতল হয়। যদি কাটিংয়ের প্রান্তগুলি বাঁকা হয় এবং প্রধান গতি সরলরৈখিক হয়, তবে উৎপন্ন পৃষ্ঠটি একটি নলাকার পৃষ্ঠ (উদাহরণস্বরূপ, কাটারগুলির জন্য একটি অনিচ্ছাকৃত পৃষ্ঠ)।
উত্পাদনকারী পৃষ্ঠের সাথে দাঁতের নকশাকৃত পৃষ্ঠের সংযুক্তি, কাটার সরঞ্জামের উত্পাদনকারী পৃষ্ঠের সাথে কাটা চাকার সংযুক্তির সাথে সাদৃশ্য দ্বারা, বলা হয়মেশিন গিয়ার. এই শব্দটি V. A. Gavrilenko, একজন বিশিষ্ট বিজ্ঞানী যিনি involute গিয়ারের গিয়ারিং তত্ত্বের প্রধান বিধানগুলিকে সাধারণীকরণ এবং বিকাশ করেছিলেন, দ্বারা প্রস্তাবিত হয়েছিল। মেশিনের ব্যস্ততার সারমর্মটি এই সত্যের মধ্যে রয়েছে যে উৎপন্ন পৃষ্ঠ (পৃষ্ঠ প্রান্ত কাটাটুল) এবং দাঁতের পরিকল্পিত পৃষ্ঠের ("কাটিং" চাকা) একই আপেক্ষিক গতি থাকে যেমন গিয়ার চাকার অক্ষীয় পৃষ্ঠগুলির মিথস্ক্রিয়ায় একে অপরের সাথে মেশ করা হয়।
নলাকার গিয়ারগুলি কাটার সময়, উৎপন্ন চাকার অক্ষগুলি (অর্থাৎ, একটি কাল্পনিক গিয়ার চাকা যার পাশের পৃষ্ঠগুলি পৃষ্ঠগুলি তৈরি করছে) এবং ডিজাইন করা ("কাট") চাকা একে অপরের সমান্তরাল এবং সিলিন্ডারগুলি অক্ষ। উৎপাদনকারী চাকাটির যদি সীমিত সংখ্যক দাঁত থাকে, তাহলে কাটার সরঞ্জাম হল কাটার (চিত্র 14.5 ই), ঘষিয়া তুলিয়া ফেলিতে সক্ষম হোন (চিত্র 14.5 গ্রাম), যা চাকার দাঁতের পাশের পৃষ্ঠগুলি প্রক্রিয়া করতে ব্যবহার করা যেতে পারে। বিভিন্ন সংখ্যাদাঁত (চিত্র 14.5, জ)। উৎপাদক চাকার অক্ষের অসীম বৃহৎ ব্যাসার্ধ সহ, টুলটিতে অবশ্যই অসীম সংখ্যক দাঁত থাকতে হবে, অর্থাৎ, একটি রেলে পরিণত হবে। এই ক্ষেত্রে, টুলটি সাধারণত একটি কৃমি কাটার (চিত্র 14.5, b) বা একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম কৃমি চাকা (চিত্র 14.5, d), যেখানে র্যাক জেনারেটর সার্কিট (চিত্র 14.5, ই) হেলিকাল পৃষ্ঠে অবস্থিত। . একটি বিশেষ ক্ষেত্রে একটি টুল যাকে গিয়ার কাটা চিরুনি বলা হয় (চিত্র 14.5, ক) বা থালা-আকৃতির একজোড়া হয়রান চাকার(চিত্র 14.5, গ)। কর্তনকারী, চিরুনি এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম মধুর প্রধান কাটিং আন্দোলন হল অনুবাদমূলক আন্দোলন, যখন কৃমি কাটার এবং
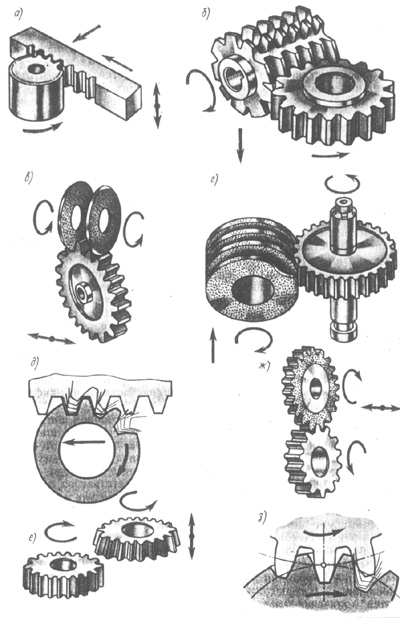
নাকাল চাকা - ঘূর্ণন আন্দোলন.
বাঁকানোর প্রক্রিয়াতে (চলতে থাকা) প্রোফাইলের সাথে টুলের প্রধান ধাপটি ডিজাইন করা ("কাট") চাকার প্রধান ধাপের সাথে মিলে যায়। চলমান প্রক্রিয়া চলাকালীন এক দাঁতের গঠন থেকে অন্য দাঁতে রূপান্তরের প্রক্রিয়াটি ক্রমাগত আপেক্ষিক নড়াচড়ার সাথে স্বয়ংক্রিয়ভাবে সঞ্চালিত হয় (চিত্র 14.5, ই. জ)।
যদি জেনারেটিং পৃষ্ঠটি কাটা চাকার অক্ষের লম্ব একটি সমতল দ্বারা কাটা হয়, তবে বিভাগে আমরা আসল জেনারেটিং কনট্যুর (IPC) পাই। মেশিনের ব্যস্ততা হল কাটা চাকার দাঁত প্রোফাইলের সাথে IPK-এর ব্যস্ততা।
একটি র্যাক এবং পিনিয়ন মেশিনের ব্যস্ততার কথা বিবেচনা করুন, যেমন একটি যখন IPK-এর রূপরেখা থাকে গিয়ার র্যাক. এই আইপিসির অনিচ্ছাকৃত প্রান্তগুলি সোজা। কর্তন যন্ত্র(কৃমি কাটার বা চিরুনি), যা তার প্রধান চলাচলের সাথে একটি অনিচ্ছাকৃত র্যাক আইপিসি গঠন করে, এর একটি খুব মূল্যবান সম্পত্তি রয়েছে: এটি তুলনামূলকভাবে সস্তা এবং সঠিকভাবে তৈরি করা যেতে পারে। কাটা চাকার দাঁতের জ্যামিতি র্যাক টুলের আইপিসির পরামিতি এবং চাকার সাথে এর অবস্থান দ্বারা নির্ধারিত হয়।
একটি অবিচ্ছিন্ন র্যাক এবং পিনিয়ন টুলের প্রাথমিক তৈরি কনট্যুর. IPC-এর আকৃতি এবং মাত্রা প্রমিত। IPK-এর দাঁতের প্রোফাইলের অন্তর্নিহিত অংশগুলি (চিত্র 14.6, a) সোজা এবং একটি কোণে দাঁতের অক্ষের দিকে ঝুঁকে আছে। দাঁতের রেকটিলিনিয়ার অংশ থেকে গহ্বরের গোড়ায় এবং শীর্ষে স্থানান্তরগুলি একটি ব্যাসার্ধ সহ একটি চাপ বরাবর তৈরি করা হয় t . মিলনের পয়েন্টগুলি আইপিসিতে অক্ষর দিয়ে চিহ্নিত করা হয়েছে A, C, D, E . সোজা অংশসিডি involute হয়, এবং filletsএসি এবং ডিই - কনট্যুরের অ-অন্তর্ভুক্ত অংশ। উচ্চতায় দাঁতকে দুটি সমান ভাগে ভাগ করে সরলরেখাকে বিভাজন বলে। আইপিসি-তে আরও চারটি লাইন চিহ্নিত করা হয়েছে, বিভাজক রেখার সমান্তরাল এবং দাঁতের গহ্বরের ভিত্তি বরাবর, তাদের শীর্ষ বরাবর এবং সংযোগ বিন্দুর মধ্য দিয়ে যাচ্ছে।পারব . এই সরল রেখাগুলির মধ্যে দূরত্বগুলি উচ্চতায় মূল উৎপন্ন কনট্যুরের দাঁতের মাত্রা প্রকাশ করে এবং যথাক্রমে মান দ্বারা পরিমাপ করা হয় h a = h a * m এবং C = c * m , যেখানে h a * - দাঁতের উচ্চতা সহগ,সঙ্গে * - রেডিয়াল ক্লিয়ারেন্স সহগ। মান অনুযায়ী: h a * = 1.0 ; c * = 0.25 . পয়েন্টের মধ্য দিয়ে যাওয়া লাইনসি এবং ডি , সীমানা বিন্দুর রেখা বলা হয়।

বিভাজন রেখা বরাবর মাত্রাগুলি হল পিচ, দাঁতের পুরুত্ব এবং গহ্বরের প্রস্থ। ধাপআর বিভাজক রেখার সমান্তরাল যেকোন সরলরেখা বরাবর পরিমাপ করা আসল জেনারেটিং সার্কিটের একটি ধ্রুবক মান আছে m, যেখানে m - স্ট্যান্ডার্ড মডিউল। বিভাজন রেখা বরাবর IPC দাঁতের পুরুত্ব গহ্বরের প্রস্থের সমান s 0 \u003d e 0 \u003d m / 2 , এবং একসাথে তারা একটি ধাপ গঠন করে। দাঁত প্রোফাইল কোণ প্রমিত:= 20° . বৃত্তাকার ব্যাসার্ধ (আর্কস D.E.)
(14.7)
এইভাবে. র্যাক টুলের আইপিসি চারটি স্ট্যান্ডার্ড প্যারামিটার দ্বারা চিহ্নিত করা হয়: m , h a * , c * .
র্যাক এবং পিনিয়ন গিয়ারিং এবং ডিসপ্লেসমেন্ট ফ্যাক্টর. র্যাক এবং পিনিয়ন গিয়ার, যেকোনো গিয়ারের মতো, প্রাথমিক লাইন রয়েছে। এগুলি হল মেশিন-প্রাথমিক সোজা আলনা এবং চাকার মেশিন-প্রাথমিক বৃত্ত, যা পিছলে না গিয়ে একে অপরের উপর গড়িয়ে যায়। এটা দেখানো যেতে পারে যে একটি তাক এবং পিনিয়ন মেশিন ব্যস্ততা, ব্যাসার্ধ r w 0 মেশিন-প্রাথমিক বৃত্ত পিচ বৃত্তের ব্যাসার্ধের সমান r
আলনা এবং পিনিয়ন কোণ w 0 সমান প্রোফাইল কোণএবং মূল উৎপন্ন কনট্যুর (পারস্পরিক লম্ব বাহুর কোণ হিসাবে)। আমরা আরও লক্ষ্য করি যে বিভাজক বৃত্তে অবস্থিত একটি বিন্দুতে চাকার দাঁতের প্রোফাইল কোণটি মূল উৎপন্ন কনট্যুরের প্রোফাইল কোণের সমান।
মেশিনে, টুলটি কাটা চাকার তুলনায় ভিন্নভাবে অবস্থান করা যেতে পারে। অতএব, মেশিনের ব্যস্ততায়, IPK-এর বিভাজক রেখাটি অবস্থিত হতে পারে বিভিন্ন উপায়েচাকার পিচ বৃত্তের সাথে সম্পর্কিত: I) এটি পিচ সার্কেল স্পর্শ করতে পারে - টুলটির শূন্য সেটিং; 2) এটি থেকে দূরে সরানো একটি ইতিবাচক মনোভাব; 3) এটি অতিক্রম করা একটি নেতিবাচক মনোভাব।
বিভাজক রেখা এবং বিভাজক বৃত্তের মধ্যে দূরত্ব বলা হয়টুল অফসেট. এটি মডুলাসের একটি পণ্য হিসাবে প্রকাশ করা হয়মি স্থানচ্যুতি ফ্যাক্টর উপরএক্স এবং তারা তাকে একটি ব্যাজ দেয়। শূন্য সেটিং এ, অফসেট m x > 0, x > 0 . একটি ইতিবাচক সেটিং সঙ্গে m x > 0, x > 0. একটি নেতিবাচক সেটিং সহ, অফসেট হল সেগমেন্ট তীর যা পিচ লাইন পিচ সার্কেল থেকে কেটে দেয়; এক্ষেত্রে mx< 0, x < 0.
ডুমুর উপর. 14.6, ক একটি ইতিবাচক স্থানচ্যুতি সহ একটি গিয়ার কাটার সময় র্যাক এবং পিনিয়ন মেশিনের ব্যস্ততা দেখানো হয় এবং উৎপন্ন প্রাথমিক কনট্যুরের সমস্ত উপাদান, কাটা চাকা এবং মেশিনের ব্যস্ততা নির্দেশিত হয়।
বিন্দুতে শুরু হয় র্যাক এবং পিনিয়ন মেশিনের ব্যস্ততার লাইন N এবং মেরু P 0 এর মধ্য দিয়ে অনন্তে যায়। এর সক্রিয় অংশের দৈর্ঘ্য পয়েন্ট দ্বারা সীমাবদ্ধ B 1' এবং B' সরলরেখার সাথে মেশিনের প্রবৃত্তির লাইনের সংযোগস্থলে অবস্থিত QQ সীমানা বিন্দু এবং শীর্ষবিন্দুর একটি বৃত্ত (চিত্র 14.6, ক)
হুইল টুথ প্রোফাইলে অনিচ্ছাকৃত এবং অ-অন্তর্ভুক্ত অংশ রয়েছে। একটি অ-বিকশিত প্রোফাইলে একটি অন্তর্বর্তী প্রোফাইলের রূপান্তরটি চাকার সীমানা বিন্দুর বৃত্তে অবস্থিত, যার ব্যাসার্ধ হল r l = OB 1 "।
চাকার দাঁতের শীর্ষের পরিধি এবং IPC-এর সোজা ডিপ্রেশনের মধ্যে দূরত্ব হল মেশিন ক্লিয়ারেন্স 0 থেকে . এর মান দুটি অংশ নিয়ে গঠিত: c * m, ym, যেখানে y সমানীকরণ স্থানচ্যুতি সহগ।
বাহ্যিক দাঁত সহ তৈরি গিয়ার চাকার মাত্রা. স্পার গিয়ারের শীর্ষগুলির ব্যাস (চিত্র 14.6, a):
(14.8)
একই চিত্র থেকে দাঁতের উচ্চতা:
(14.9)
যদি x = 0 (কোন টুল অফসেট) এবং y \u003d 0, তারপর d a \u003d m (z + 2 h a * ), h \u003d m (2 h a * + c * ) , এবং আদর্শ মানগুলিতে h a * = 1.0 এবং * = 0.25 এর সাথে আমরা d a = m(z +2) এবং h = 2.25 m পাব।
স্ট্রাইক-প্রাথমিক সরলরেখাটি পিছলে না গিয়ে মেশিন-প্রাথমিক বৃত্তের (এটি বিভক্তও) উপর দিয়ে ঘুরছে। অতএব, দাঁতের পুরুত্ব s কাটা চাকার পিচ বৃত্ত বরাবর প্রস্থ সমানএমএম মেশিন-প্রাথমিক সরলরেখা IPK বরাবর বিষণ্নতা (চিত্র 14.6,খ)।
বিভাগ MM বিভাজক রেখা বরাবর IPC গহ্বরের প্রস্থ নিয়ে গঠিত e 0 \u003d m / 2 এবং দুটি পা, যার প্রতিটি সমান xm tg, তাই:
s = m/2 + 2 xm tg (14.10)
যদি টুলটি অফসেট ছাড়াই চাকার তুলনায় মাউন্ট করা হয় ( xm = 0), তারপর s = m /2 ; মানে দাঁতের পুরুত্ব s চাকার পিচ বৃত্ত বরাবর গহ্বরের প্রস্থের সমান e, যেহেতু s + e = m . এই ক্ষেত্রে, একটি সমান পিচ সঙ্গে একটি চাকা প্রাপ্ত করা হয়। s = e , যদি xm > 0 হয়, তাহলে s > m /2 এবং অতঃপর s>ই। যদি xm< 0, то s < m /2 , и поэтому s < e .
হেলিকাল গিয়ারগুলি কাটার সময়, একই সরঞ্জাম ব্যবহার করা হয় 1 , যা স্পার্সের জন্য, কিন্তু এটি শেষ সমতলের সাপেক্ষে একটি কোণে তির্যকভাবে ইনস্টল করা হয় t - t চাকা (ফাঁকা) (চিত্র 14.6,ভিতরে ) এই চিত্রটি হেলিকাল গিয়ারের 2 বিভাজক সিলিন্ডারের বিকাশ দেখায়, যার ফলস্বরূপ হেলিকাল দাঁতের হেলিকাল লাইনগুলি সরল রেখায় রূপান্তরিত হয়েছিল। শেষ পর্যন্ত সমতলে t - t হেলিকাল গিয়ার টুলের প্রবণতার কারণে, পিচ বৃদ্ধি পায় এবং সমান হয়ে যায় p/cos, এবং ফলস্বরূপ, শেষ সমতলের মডিউলটি অ-মানক হবে, এর সমান m/cos . অতএব, গণনা করার সময় রৈখিক মাত্রাএর পরিবর্তে স্ট্যান্ডার্ড মডিউল অন্তর্ভুক্ত করে এমন সূত্র অনুসারে হেলিকাল গিয়ারমি প্রতিস্থাপন করা উচিত m/cos, যেমন একটি হেলিকাল গিয়ারের পিচ ব্যাস d = zm/cos.
মাপ মনোযোগ দিন h a * m , c * m , xm , y * m , বিভাজক রেখার লম্ব (চিত্র 14.6,ক ), যা সাধারণত উচ্চতার মাত্রা হিসাবে উল্লেখ করা হয়। ডুমুর উপর. 14.6ভিতরে এই মাত্রাগুলি চিত্রের সমতলে লম্বভাবে অবস্থিত। অতএব, যখন টুলটি একটি কোণের মাধ্যমে ঘোরানো হয়, তখন উচ্চতার মাত্রা পরিবর্তন হয় না। এবং এটি থেকে এটি অনুসরণ করে যে যখন পণ্যগুলি সমীকরণে ঘটে h a m, cm, xm, ym , তারপর হেলিকাল গিয়ার গণনা করার সময়, কারণগুলির কোনো পুনঃগণনা ছাড়াই তাদের এই সমীকরণে প্রতিস্থাপিত করা যেতে পারে। সুতরাং, উদাহরণস্বরূপ, একটি হেলিকাল গিয়ারের শীর্ষগুলির ব্যাসের সূত্রটি নিম্নরূপ লেখা যেতে পারে: d a = d + 2 (h a * m + xm - y * m )।
একটি হেলিকাল গিয়ার কাটার সময় আসল জেনারেটিং কনট্যুরের প্রোফাইলের কোণটি স্ট্যান্ডার্ড মান = 20 ° এর তুলনায় বৃদ্ধি পায়, যেহেতু উচ্চতার মাত্রা পরিবর্তন হয় না, তবে শেষ বিভাগে ধাপ বৃদ্ধি পায়। আনুমানিক প্রোফাইল কোণ t হেলিকাল গিয়ার কাটার সময় প্রাথমিক উৎপন্ন কনট্যুর সূত্র দ্বারা নির্ধারিত হয়:
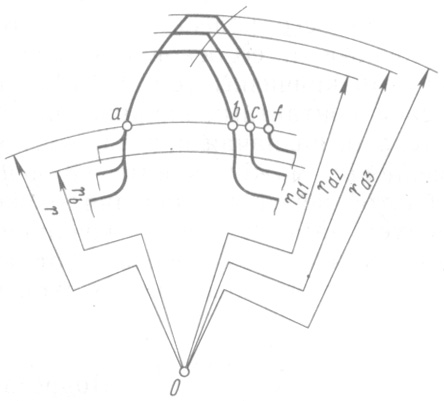
ডুমুর উপর. 14.7 একই সংখ্যক দাঁতের সাথে তিনটি চাকার দাঁত প্রোফাইলের তুলনা করে, একই টুল দিয়ে কাটা হয়, কিন্তু বিভিন্ন অফসেটের সাথে: x 1< x 2 < x 3 . চাকার পিচ এবং বেস বৃত্তের একই ব্যাসার্ধ আছে; ফলস্বরূপ, তিনটি চাকারই দাঁতের প্রোফাইল একই অন্তভুক্ত বরাবর রূপরেখাযুক্ত। কিন্তু দাঁতের ঘনত্ব s 1, ( arc ab), s 2 ( arc ac), s 3 ( arc af ) এবং শীর্ষ বৃত্তের ব্যাসার্ধআর এ ১, আর এ ২, আর এ ৩, চাকা ভিন্ন হবে। আপনি বাড়ার সাথে সাথেএক্স গোড়ায় দাঁতের পুরুত্ব বৃদ্ধি পায়, এবং শীর্ষে এটি হ্রাস পায়, অর্থাৎ স্থানচ্যুতি সহগ দাঁতের আকৃতিকে উল্লেখযোগ্যভাবে প্রভাবিত করে। অতএব, ডিজাইনের সময় এক বা অন্য স্থানচ্যুতি ফ্যাক্টর বরাদ্দ করে, গিয়ার দাঁতের আকৃতি এবং গিয়ার ট্রেনের গুণমানকে প্রভাবিত করা সম্ভব, এটি পছন্দসই বৈশিষ্ট্যগুলির সাথে সমৃদ্ধ।
পরীক্ষার প্রশ্নবক্তৃতার জন্য N 14
- একটি গিয়ার চাকা কি?
- একটি গিয়ার চাকার প্রধান উপাদান বর্ণনা করুন।
- একটি অনিয়মিত গিয়ারের পরিধি এবং কৌণিক পিচগুলির সূত্রগুলি লিখুন।
- উৎপাদন পদ্ধতি কি কি গিয়ার চাকাতুমি জান?
- বাঁকানো পদ্ধতি দ্বারা অনিয়মিত চাকা তৈরির সারাংশ কী?
- মেশিন প্রবৃত্তি সংজ্ঞায়িত করুন.
- মেশিন গিয়ার স্কিম ব্যবহার করে গিয়ার () এর প্রধান মাত্রা নির্ধারণের জন্য সূত্রগুলি বের করুন।