Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
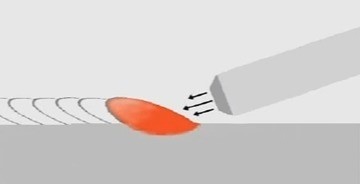
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
Обычные (37)
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
В обзоре редакции Homius мы расскажем о том, как правильно работать со сваркой. Это самое прочное соединение неразъёмных элементов. В повседневной жизни она широко применяется при создании изгородей с использованием , каркасов для , и , каких-либо ёмкостей, которые необходимы на даче. Человек, который имеет навыки сварочных работ, может создавать на собственном приусадебном участке качественные ажурные ограждения, и другие важные в хозяйстве вещи. Чтобы знать, как правильно работать со сваркой, необходимо ознакомиться с предложенными рекомендациями.
ФОТО: kamburg.ru
Сварочный шов принято считать наиболее прочным методом соединения заготовок. Его используют на производстве и в обиходе. Все домашние специалисты периодически применяют сварку. Хорошо, когда пользователь знает, как производятся такие работы, но очень часто приходится просить помощи мастеров. Технологии производства таких неразъёмных соединений можно научиться самому. Начинают с наиболее лёгкого: электрической сварки для новичков, это обучение выполнению разных соединений. Более сложную работу можно делать тогда, когда будут приобретены основные навыки.

ФОТО: svarkaipayka.ru
Что необходимо для сварки
Сварка, хоть и считается увлекательным процессом, однако грязная и небезопасная процедура. Вся опасность сводится к 3 вещам – риск ожогов, поражения зрения и лёгких, где накапливается со временем осадок, ведущий к опасным заболеваниям. От этих факторов следует защищаться и оберегать себя по максимуму возможными методами, придерживаться правил безопасности. Помимо этого, потребуются соответствующие инструменты.

ФОТО: stroy-aqua.com
Инструменты и средства защиты
Прежде чем приступить к сварочным работам, следует предпринять необходимые меры безопасности и приготовить инструменты:
- прибор для сварочных работ и электроды;
- защиту. Предполагается наличие спецмаски, особой одежды и перчаток. Пренебрегать средствами защиты при сварке нельзя, поскольку подобное чревато неблагоприятными последствиями;
- молоток и металлическую щётку (для удаления шлака после окончания работ);
- объект для тренировок – элементы из металла;
- ведро с водой. Для возникновения непредвиденных ситуаций.

ФОТО: svar-life.ru
Потребуются и шаблоны для проверки параметров шва. Диаметр электрода подбирают с учётом толщины металлического листа.
Следует помнить про средства защиты. Подготавливается маска со спецфильтром, не пропускающим УФ-излучение и защищающим глаза. Такую же функцию будут осуществлять экраны и щитки. Костюм из брезента, который состоит из куртки и брюк, сможет защитить от металлических брызг, а также перчатки. Подобная прямая одежда предохранит человека от попадания расплавленного металла на кожу.
Электроды имеют определённые разновидности и марки, которые подбираются в зависимости от металла привариваемых заготовок. На всех размещается маркировка, дающая пользователю все требуемые данные. Научиться чтению маркировки довольно просто.

ФОТО: stankiexpert.ru
Зачастую сверху их покрывают обмазкой, которая придаёт электродам качества, нужные для соединения разного рода металлов.
Для дугового сваривания понадобятся устройства, подводящие ток ко швам. Во многих ситуациях, это – проволока, которая состоит из спецпорошка. Однако для новичков, которые первый раз проводят сваривание, целесообразно воспользоваться электродами, в форме твёрдого стержня, покрываемого спецсоставом. Это даёт возможность даже начинающему сварщику оформить ровное соединение. Используются в основном стержни с диаметром 0,3 см. Электроды с меньшим диаметром используют, чтобы соединить тонкие металлические листы. Чтобы применять электроды крупных диаметров, потребуется техника большей мощности.

ФОТО: moyasvarka.ru
Статья по теме:
: конструктивные и эксплуатационные свойства, типы электродов по различным параметрам и характеристикам, значение цифровых и буквенных кодов на продукции; подбор лучших образцов сварочных электродов по состоянию на 2019 год - в нашей публикации.
Инструкция по выполнению сварочных работ
Сваривание является высокотемпературной процедурой. Чтобы её осуществить, формируется и удерживается электродуга от электрода к привариваемой детали. Под её влиянием расплавляется материал основания и стержень из металла. Формируется, как отмечают мастера, сварочная ванна, где перемешиваются главный и электродный металлы. Значения формируемой ванны будут варьироваться от режима сварочных работ, местоположения, скорости перемещения электродуги, параметров кромки и др. Преимущественно ширина её равна 1,5 см, длина 3 см, глубина – около 0,6 см.
Покрытие электрода во время расплавления формирует газовую спецзону в области дуги и поверх ванной. Она вытеснит воздух из рабочего участка и предотвратит реакцию расплава с воздухом. Помимо этого, в ней присутствуют пары металлов. Сверху соединения формируется шлак, тоже препятствующий реакции расплава с кислородом. В конце поэтапного устранения электродуги формируется соединение, которое объединяет свариваемые изделия. Сверху него располагается защитная прослойка шлака, устраняемая в дальнейшем.
Новичкам оптимально приобретать навыки под наблюдением опытных мастеров, способных устранить вероятные недочеты и дать важные рекомендации. Начинать работы необходимо, прочно закрепив изделие. Для безопасности рядом должно стоять ведро с водой. Нельзя проводить сварку на основании из дерева и халатно относиться к незначительным остаткам электрода.
Подготовка сварочного устройства к работе
Чтобы сваривание было безопасным, требуется подсоединить устройство к электросети, придерживаясь основных требований:
- изначально необходимо осуществить проверку напряжения и тока. Подобные показатели должны быть идентичными в электросети и в самом устройстве;
- на инверторе выставляется расчётный показатель мощности тока, соответствующий конкретному диаметру электрода. Когда настроечный блок даёт возможность выбора напряжения, необходимо его тут же выставлять. Подсоединение осуществляют при помощи спецвилки и наконечника;
- прочно закрепляется заземление. Нужно проверить изоляцию провода, чтобы он находился в спецдержателе;
- в обязательном порядке проверяется каждое соединение, кабель.
- можно воспользоваться спецудлинителем, подключаемым без промежуточного шва;
- в старых жилищах с плохой проводкой часто случаются скачки напряжения. Они могут вывести из строя сварочный аппарат. В такой ситуации требуется электрический стабилизатор, обеспечивающий поддержание напряжения на должном уровне.

ФОТО: wikimetall.ru
Выбор нужного тока и зажигание дуги
Ток при сварке считается ключевым параметром и будет определять тип и характер соединения. Сила тока обусловливается положением изделия и параметрами электрода. Самый большой показатель выставляют, чтобы сваривать горизонтальные изделия. Для вертикальных швов показатели силы тока применяют меньше на 15%, а для потолочного шва – на 20%.
Дуга зажигается двумя способами. Касание предполагает установку электрода с углом в 60º. Неспешно ведут им по покрытию. Появляются искры, затем следует совершить касание электрода к металлу и приподнять его на высоту не выше 0,5 см. Когда действие выполнено успешно, зажигается электродуга. Требуется помнить, что при надлежащем сваривании электрод понемногу прогорает, потому он постоянно приближается к металлу. Он перемещается неспешно. Когда происходит залипание, понадобится слегка отклонить его. Если электродуга не зажглась, вероятно, требуется изменить силу тока в сторону увеличения.

ФОТО: youtube.com
Чирканье. Предполагает установку электрода к покрытию изделия и осуществление действия, похожего на зажигание . Облегчается розжиг электрода, обстучав с края обмазку.

ФОТО: youtube.com
Наклон и движение электрода
Когда электродуга без труда зажигается и поддерживается, возможно начать наплавление валика. Для этого электрод неспешно и осторожно перемещается горизонтально, делая несильные колебательные движения. Расплав словно «подгребают» к середине электродуги. Вследствие этого получается прочное соединение с незначительными волнами, которые образованы наплавленным металлом. Наклон электрода для новичков равен примерно 70º, присутствует незначительное отклонение по вертикали.

ФОТО: youtube.com
Когда при сваривании электрод совсем выгорел, а соединение не готово, процесс ненадолго прекращается. Меняется выгоревшая деталь, устраняется шлак и сварка продолжается. На расстоянии примерно 1,2 см от сформировавшегося в конце соединения углубления (кратера) зажигается электродуга. Электрод подносится к углублению так, чтобы появился сплав из металла 2 электродов, далее, сварку соединения продолжают.
- Поступательное. Происходит перемещение электродуги относительно оси электрода. Довольно просто поддерживается длина электродуги.
- Продольное. Представляет собой обычное соединение, однако крайне тонкое. Для его фиксации, в период перемещения электрода, выполняются поперечные движения.
- Поперечные. Помогают получить требуемую ширину соединения. Её подбирают с учётом габаритов и расположения соединения.
Опытные специалисты используют каждое из вышеперечисленных направлений, накладывающихся друг на друга и образующих конкретную траекторию. Есть классические вариации, но каждый специалист имеет определённый почерк. Важно, чтобы при сваривании как следует проплавлялись кромки заготовок, и получалось соединение необходимой формы.
Выполнение сварочных швов
До того, как узнать, какие существуют разновидности сварочных швов, требуется иметь информацию об их свойствах. Они, фактически, являются характеристиками соединения, которые определяют их качественное состояние. Среди них выделяют надёжность, вязкость, удлинение и сужение.
В зависимости от расположения
С учётом расположения сварочные швы бывают горизонтальными, вертикальными, потолочными и наклонными.
Горизонтальный
В период выполнения подобного шва главной трудностью станет стекание металла вниз. Алгоритм действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Включают сварочный инвертор, выставляют ток |
 | Меж пластин делают небольшой зазор и создают сварочные «ванны» |
 | Делают сварочное соединение |
 | Отбивают шлак |
Вертикальный
Опытные специалисты советуют делать данное соединение 1 проходом. Алгоритм действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Включается сварочный инвертор |
 | Делается сварочный шов |
 | Отбивается шлак |
Потолочный
Подобное соединение считают наиболее трудным, поскольку сварочная ванна перевернута кверху дном и располагается над человеком. Алгоритм действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Надеваются средства защиты, включается инвертор |
 | Делается сварочное соединение |
 | Отбивается шлак |
 | Готовый шов |
Наклонный
В процессе формирования углового соединения детали располагают под различными углами лодочкой так, чтобы металл мог стекать в угол. Последовательность действий:
| Иллюстрация | Описание действий |
 | Подготавливаются пластины |
 | Создаётся шов |
 | Отбивается шлак |
В зависимости от конструкции соединения
С учётом конструкции соединения швы делаются встык, внахлёст или тавровыми. Рассмотрим каждый из них.
Встык
Последовательность действий:
| Иллюстрация | Описание действий |
 | Готовятся пластины |
 | Зажигается электродуга. |
 | Формируются сварочные «ванны» |
 | Формируется соединение |
 | Отбивается шлак |
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
 Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
 Рис. 3: удалите токовые шунты
Рис. 3: удалите токовые шунты - Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
 Рис. 4: намотайте вторичную обмотку на каркас
Рис. 4: намотайте вторичную обмотку на каркас - Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
 Рис. 5: сделайте диэлектрическую прокладку
Рис. 5: сделайте диэлектрическую прокладку - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
 Рис. 6: поместите катушку в магнитопровод
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
 Рис. 7: подключите шнур питания и кабели
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
 Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:

В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.

Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
 Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.

При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать и т.д.
 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок - это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами - при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд - это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка - шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов - пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий - научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.

Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь - как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием - требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ - «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:

Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Сваривание металла - некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами - скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка - это наиболее распространенный метод сваривания двух деталей. Выполняется он так - сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Время чтения: 8 минут
Благодаря технологическому прогрессу сварочные аппараты превратились в компактные и интуитивно понятные устройства из громоздких и сложных в освоении. И если раньше сварочный аппарат можно было встретить только у человека, который занимается этим делом профессионально, то сейчас простенькие инверторы есть у каждого дачника и домашнего умельца. Сейчас можно найти инвертор по цене до 50$, и это сущие копейки в сравнении с аппаратами прошлого поколения.
Но, не смотря на большой ассортимент современных сварочных аппаратов, порой мастеру легче собрать свой прибор, чем купить в магазине. И у этого решения есть сразу несколько причин. В этой статье мы подробно расскажем, зачем изготавливать самодельный сварочный аппарат и как сделать сварочный аппарат типа инвертор, полуавтомат и аппарат для сварки контактным методом. Как показывает практика, именно эти типы сварочных аппаратов чаще всего собирают своими руками.
Самодельные сварочные аппараты постоянного тока обладают множеством преимуществ перед заводскими аппаратами. Мы перечислим основные из них, чтобы вы понимали целесообразность сборки самодельного инвертора, полуавтомата или контактного аппарата.
Стоимость
Первое преимущество это цена самодельного аппарата. Себестоимость сварочника, собранного своими руками, редко превышает 100$ и это очень выгодно. Да, в продаже есть дешевые инверторы за 100$ и даже меньше, но вы уверены, что сможете полноценно пользоваться им на протяжении долгих лет? Мы не уверены. Дешевые сварочные аппараты заводского производства редко бывают долговечными и функциональными. А вам ведь нужен полноценный помощник в быту, а не пародия на сварочный аппарат.
Все еще не верите, что дешевый аппарат просто по определению не может быть качественным? Подумайте сами. Для производства аппарата недостаточно иметь одни лишь детали. Нужен еще персонал, работники, оборудование, плюс оплата налогов, зарплат и т.д. Это все большая доля расходов, и чтобы хоть как-то снизить цену на конечный продукт производители просто используют некачественные комплектующие при изготовлении.
Вы можете поступить иначе. Чтобы собрать сварочный аппарат на постоянном токе для своих нужд, нужно сразу купить более-менее качественные детали. Себестоимость собранного вами аппарата будет такой же, как и цена на бюджетный заводской аппарат. Но при этом ваш самодельный сварочник будет гораздо надежнее, долговечнее и сможет работать в тяжелых условиях.
Ремонтопригодность
Еще одно преимущество аппарата, собранного в домашних условиях - это ваша полная уверенность в нем. Вы с точностью до детали знаете, из чего он собран, что может выйти из строя, как починить такой аппарат и сколько это будет стоить. В случае с заводским аппаратом предсказать исход практически невозможно. К тому же, сейчас ассортимент настолько велик, что сварщикам старой закалки просто не хочется тратить время и силы на изучение всех типов аппаратов. Им проще собрать свой добротный инвертор или тот же полуавтомат.
Саморазвитие
И последний не очевидный, но все же плюс - самоделки развивают вас и ваши навыки в сборке электроприборов. Если вы давно хотели начать собирать электроинстументы или модернизировать бытовую технику, то самодельный сварочник может стать первой ступенью.Это очень занятный и интересный процесс, который понравится вам и может стать полноценным хобби или даже подработкой.Ну а если самостоятельная сборка аппарата вас не заинтересует, то вы хотя бы сможете выполнять мелкий ремонт дома.
Как сделать инвертор?
Чтобы собрать инверторный сварочный аппарат своими руками вам понадобится минимальный набор инструментов, деталей и базовые знания электротехники. Всю «начинку» самодельного инвертора можно поместить в корпус от стационарного компьютера. Посмотрите видеоролик ниже, где автор рассказывает о своем самодельном аппарате.
У такого самодельного инвертора очень простое устройство. Есть силовая часть, сварочный трансформатор постоянного тока и дроссель. Дополнительно нужно добавить блок питания. Аппарат, показанный в ролике, оснащен регулятором тока и кнопкой включения. Если будете использовать корпус компьютера, то добавьте несколько отверстий для выхода горячего воздуха и забора холодного.
Здесь мы не будем перечислять все детали, необходимые для сборки, поскольку в видеоролике автор все подробно и быстро объясняет. Вам достаточно посмотреть одно видео и уже можно собирать свой инвертор. Все нужные детали можно добыть либо на радиорынке, либо на онлайн-досках объявлений. Если у вас есть гараж, то поищите запчасти там. У многих умельцев где-то да завалялся старенький трансформатор от бытового прибора вроде микроволновки.
Такой самодельный инвертор вполне надежен и долговечен, при этом он не так прихотлив к хранению, как заводские аппараты. Ну а схема сборки сварочного инвертора есть в открытом доступе, ее легко можно найти в интернете.
Как сделать полуавтомат?
Для сборки полуавтомата вам понадобится инвертор в качестве «донора». Необязательно покупать в магазине новый инвертор, можно буквально за копейки взять б/у аппарат с рук. Подающий механизм для проволоки можно собрать буквально из подручных деталей. Мы не рекомендуем изготавливать какие-то детали самостоятельно, гораздо проще и быстрее купить их в интернете. К примеру, не стоит самому делать сварочный рукав. Лучше закажите его в интернет-магазине и не заморачивайтесь.
Посмотрите ниже еще один видеоролик, только о сборке полуавтомата. В видео автор подробно рассказывает, как он собрал полноценный полуавтомат на базе обычного инвертора для РДС сварки.
Также прочтите наш подробный материал о сборке полуавтомата. Там же есть схема сварочного аппарата постоянного тока полуавтоматического типа.
Как сделать контактную сварку?
Самодельная контактная сварка - вещь крайне нужная. Такой прибор потребляет мало электроэнергии, при этом позволяет быстро сваривать тонколистовой металл без электродов с покрытием, сварочной проволоки, газа и прочих расходников. В интернете есть множество видероликов с изготовлением контактной сварки, но мы расскажем свою подробную инструкцию.

Первое, что вам понадобится - это работающий трансформатор. Его можно достать из ненужной бытовой техники вроде микроволновки. Если вы хотите собрать мощный аппарат для контактной сварки, то используйте сразу два трансформатора, чтобы увеличить мощность.
Дополнительно достаньте провод из меди. Он должен быть толстым, либо свяжите несколько тонких проводов воедино. Сделайте или купите рычаги, с их помощью вы будете зажимать металл между двумя металлическими электродами. Не забудьте про основание для аппарата. Это может быть лист металла, весом как минимум пару кг. При желании может смонтировать аппарат прямо на сварочный стол. Еще вам понадобятся струбцины, отвертка, материал для обмотки (например, изолента) и медные . Их можно сделать самому из медных деталей.
Контактная сварка своими руками может быть собрана из любого трансформатора, но лучше все же взять деталь из той же микроволновки. Поскольку такой трансформатор отлично подходит для самодельного сварочного аппарата. Для сборки вам понадобится не весь трансформатор целиком, а его магнитопровод и первичная обмотка. Уберите из трансформатора вторичную обмотку, делайте это осторожно. Дополнительно демонтируйте шунты. Они располагаются по обеим сторонам вторичной обмотки.
Теперь пора сделать новую обмотку. Для нее нам понадобиться провод минимум 10 мм в диаметре. Намотайте 2-3 витка, этого будет достаточно для бесперебойной работы трансформатора. Если у выбраного вами провода слишком толстая изоляция, снимите ее и обмотайте провод изолентой.
Основа готова. Осталось собрать воедино все детали. Поместите их в корпус. Его можно изготовить самому, а можно взять просто кожух от неработающего электроприбора, подходящего по размеру и конфигурации. Подсоедините медные провода, необходимые кнопки включения и т.п. Все готово!
Вместо заключения
Как видите, чтобы собрать самодельный сварочный аппарат постоянного тока своими руками вам понадобится минимальный набор деталей и базовые знания в области электротехники. Этого уже достаточно для сборки инвертора, полуавтомата или аппарата контактной сварки. В интернете есть самые разнообразные схемы этих аппаратов, вы можете выбрать наиболее подходящие и использовать их. Усовершенствование самодельного аппарата также возможно. Это в принципе одно из достоинств. Самодельный сварочник можно переделывать и модифицировать, не боясь слететь с гарантии и сломать устройство.