Отверстие - это открытый или сквозной проём в каком-либо твёрдом объекте.
Чертеж отверстия выполняется на основании ГОСТ 2.109-73 - единая система конструкторской документации (ЕСКД).
Вы можете бесплатно скачать этот простой чертеж для использования в любых целях. Например для размещения на шильдике или наклейке.
Как начертить чертеж:
Начертить чертеж можно как на листе бумаги, так и с использованием специализированных программ. Для выполнения простых эскизных чертежей особых инженерных знаний не требуется.
Эскизный чертеж - это чертеж выполненный «от руки», с соблюдением примерных пропорций изображаемого предмета и содержащий достаточные данные для изготовления изделия.
Конструкторский чертеж со всеми технологическими данными для изготовления может выполнить только квалифицированный инженер.
Для обозначения на чертеже необходимо выполнить следующие операции:
1. Начертить изображение;
2. Проставить размеры (см пример);
3. Указать к изготовлению (подробнее о технических требованиях читайте ниже в статье).
Чертить удобнее всего на компьютере. В последующем чертеж можно распечатать на бумаге на принтере или плоттере. Есть множество специализированных программ для черчения на компьютере. Как платных, так и бесплатных.
Пример черчения:
На этом изображении нарисовано как просто и быстро выполняется чертеж с помощью компьютерных программ.
Список программ для черчения на компьютере:
1. КОМПАС-3D;
2. AutoCAD;
3. NanoCAD;
4. FreeCAD;
5. QCAD.
Изучив принципы черчения в одной из программ не сложно перейти на работу в другой программе. Методы черчения в любой программе принципиально не отличаются друг от друга. Можно сказать что они идентичны и отличаются друг от друга только удобством и наличием дополнительных функций.
Технические требования:
Для чертежа необходимо проставить размеры, достаточные для изготовления, предельные отклонения и шероховатость.
В технических требованиях к чертежу следует указать:
1) Способ изготовления и контроля, если они являются единственными, гарантирующими требуемое качество изделия;
2) Указать определенный технологический прием, гарантирующий обеспечение отдельных технических требований к изделию.
Немного теории:
Чертёж - это проекционное изображение изделия или его элемента, один из видов конструкторских документов содержащий данные для производства и эксплуатации изделия.
Чертеж это не рисунок. Чертеж выполняется по размерам и в масштабе реального изделия (конструкции) или части изделия. Поэтому для выполнения чертежных работ необходима работа инженера, обладающего достаточным опытом в производстве чертежных работ (впрочем для красивого отображения изделия для буклетов вполне возможно понадобится услуга художника, обладающего художественным взглядом на изделие или его часть).
Чертеж - это конструктивное изображение с необходимой и достаточной информацией о габаритах, методе изготовления и эксплуатации. Представленный на этой странице чертеж вы можете скачать бесплатно.
Рисунок - это художественное изображение на плоскости, созданное средствами графики (кисть, карандаш или специализированная программа).
Чертеж может быть как самостоятельным документом, так и частью изделия (конструкции) и технических требований, относящиеся к поверхностям, обрабатываемым совместно. Указания о совместной обработке помещают на всех чертежах, участвующих в совместной обработке изделий.
Подробнее о чертежах, технических требованиях к оформлению и указанию методов изготовления смотрите в ГОСТ 2.109-73. Перечень стандартов для разработки конструкторской документации смотрите .
Информация для заказа чертежей:
В нашей проектной организации Вы можете любого изделия (как детали, так и сборки), в составе которого будет чертеж отверстия, как элемент конструкторской документации изделия в целом. Наши инженеры-конструкторы разработают документацию в минимальные сроки в точном соответствии с Вашим техническим заданием.
При изображение резьбы на стержне н а виде спереди и слева наружный диаметр резьбы показывают сплошной основной линией, а внутренний - сплошной тонкой (рис. 1.6, а). На виде слева не изображают фаску, чтобы иметь возможность нанести внутренний диаметр резьбы сплошной тонкой линией, разомкнутой на одну четверть диаметра окружности. Обратите внимание, что один конец дуги окружности не доводят до центровой приблизительно на 2 мм, а другой ее конец пересекает вторую центровую линию на такую же величину. Конец нарезанной части показывается сплошной основной линией.
При изображение резьбы в отверстии на виде спереди наружный и внутренний диаметры резьбы показывают штриховыми линиями (рис. 1.6, б). На виде слева не показывают фаску, а наружный диаметр резьбы проводят сплошной тонкой линией, разомкнутой на одну четверть окружности. При этом один конец дуги не доводят, а другой пересекает центровую линию на одинаковую величину. Внутренний диаметр резьбы проводят сплошной основной линией. Границу резьбы показывают штриховой линией.
На разрезе резьбу в отверстии показывают следующим образом (рис. 1.6, в). Наружный диаметр проводят сплошной тонкой линией, а внутренний - сплошной основной. Границу резьбы показывают сплошной основной линией.
Вид резьбы условно обозначается:
М - метрическая резьба (ГОСТ 9150-81);
G - трубная цилиндрическая резьба (ГОСТ 6357-81);
Т г - трапецеидальная резьба (ГОСТ 9484-81);
S -упорная резьба (ГОСТ 10177-82);
Rd -круглая резьба (ГОСТ 13536-68);
R - трубная коническая наружная (ГОСТ 6211-81);
Rr - внутренняя коническая (ГОСТ 6211-81);
Rp - внутренняя цилиндрическая (ГОСТ 6211-81);
К - коническая дюймовая резьба (ГОСТ 6111-52).
На чертежах после обозначения вида резьбы, (например М), пишется величина наружного диаметра резьбы, например М20, далее может быть указан мелкий шаг резьбы, например М20х1,5. Если после величины наружного диаметра не указывается величина шага резьбы, то это означает, что резьба имеет крупный шаг. Величина шага резьбы выбирается по ГОСТу.
При выполнении чертежей резьбовых соединений используются следующие упрощения:
1. не изображают фаски на шестигранных и квадратных головках болтов, винтов и гаек, а также на его стержне;
2. допускается не показывать зазор между стержнем болта, винта, шпильки и отверстием в соединяемых деталях;
3. при построении чертежа болтового, винтового, шпилечного соединений на изображениях гайки и шайбы линии невидимого контура не проводят;
4. болты, гайки, винты, шпильки и шайбы на чертежах болтового, винтового и шпилечного соединений показывают нерассеченными, если секущая плоскость направлена вдоль их оси;
5. при вычерчивании гайки и головки болта, винта сторону шестиугольника берут равной наружному диаметру резьбы. Поэтому на главном изображении вертикальные линии, ограничивающие среднюю грань гайки и головки болта, совпадают с линиями, очерчивающими стержень болта.
При выполнении чертежей разъемных соединений наиболее часто встречаются следующие ошибки:
1. неправильно обозначена резьба на стержне в глухом отверстии;
2. нет границы резьбы;
3. неправильно изображена резьба на фаске;
4. неправильно обозначена трубная резьба;
5. не выдержано расстояние между тонкими и сплошными линиями при изображении резьбы;
6. неправильно выполнено соединение внутренней и наружной резьб (соединение фитинга с трубой).
Болтовое соединение
Болт - крепёжная резьбовая деталь в виде цилиндрического стержня головкой, часть которого снабжена резьбой (рис. 1.13).
Размеры и форма головки позволяют использовать ее для завинчивания болта при помощи стандартного гаечного ключа. Обычно на головке болта выполняют коническую фаску, сглаживающую острые края головки и облегчающую пользование гаечным ключом при соединении болта с гайкой.
Рис. 1.13. Фотография болта с шестигранной головкой и навинченной гайкой
Скрепление двух или большего количества деталей при помощи болта, гайки и шайбы называется болтовым соединением (рис. 1.14).
Болтовое соединение состоит из:
§ соединяемых деталей (1, 2);
§ шайбы (3);
§ гайки (4),
§ болта (5).
Для прохода болта скрепляемые детали имеют гладкие, т.е. без резьбы, соосные цилиндрические отверстия большего диаметра, чем диаметр болта. Hа конец болта, выступающий из скрепленных деталей, надевается шайба и навинчивается гайка.
Последовательность выполнения чертежа болтового соединения:
1. Изображают соединяемые детали.
2. Изображают болт.
3. Изображают шайбу.
4. Изображают гайку.
В учебных целях принято вычерчивать болтовое соединение по относительным размерам. Относительные размеры элементов болтового соединения определены и соотнесены с наружным диаметром резьбы:
§ диаметр окружности, описанной вокруг шестиугольника D=2d;
§ высота головки болта h=0,7d ;
§ длина резьбовой части lо=2d+6;
§ высота гайки H=0,8d;
§ диаметр отверстия под болт d=l,ld;
§ диаметр шайбы Dш=2,2d;
§ высота шайбы S=0,15d.
Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по шагу резьбы, по точности изготовления и по исполнению.
Болты с шестигранными головками имеют от трех (рис. 1.15) до пяти исполнений:
§ Исполнение 1 – без отверстия в стержне.
§ Исполнение 2 – с отверстием в стержне под шплинт.
§ Исполнение 3 – с двумя сквозными отверстиями в головке, предназначенными для прошплинтовки проволокой в целях предотвращения самоотвинчивания болта.
§ Исполнение 4 – с круглым отверстием в торце головки болта.
§ Исполнение 5 – с круглым отверстием в торце головки болта и отверстием в стержне.
При изображении болта на чертеже выполняют два вида (рис. 1.16) по общим правилам и наносят размеры:

Рис. 1.14. Болтовое соединение
1. длина L болта;
2. длина резьбы Lо;
3. размер под ключ S;
4. обозначение резьбы Md.
Высота H головки в длину болта не включается.
Гиперболы, образованные пересечением конической фаски головки болта с ее гранями, заменяются другими окружностями.
 Упрощенное изображение болтового соединения приведено на рисунке 1.17.
Упрощенное изображение болтового соединения приведено на рисунке 1.17.
Рис. 1.15. Исполнение болта с шестигранной головкой
Примеры условных обозначений болтов:
1. Болт Ml2 х 60 ГОСТ 7798-70 - с шестигранной головкой, первого исполнения, с резьбой М12, шаг резьбы крупный, длина болта 60 мм.
2. Болт М12 х 1,25 х 60 ГОСТ 7798-70 - с мелкой метрической резьбой М12х1,25, длина болта 60 мм.
Шпилечное соединение
Шпилька – крепежная деталь, стержень резьбой на обоих концах (рис. 1.18).
Шпилечное соединение - соединение деталей, осуществляемое с помощью шпильки, один конец которой вворачивается в одну из соединяемых деталей, а на другой надевается присоединяемая деталь, шайба и затягивается гайка (см. рис. 1.19). Используется для стягивания и фиксации на заданном расстоянии элементов металлических конструкций с метрической резьбой.
Рис. 1.20. Упрощенное изображение шпилечного соединения
Соединение деталей шпилькой применяется тогда, когда нет места для головки болта или когда одна из соединяемых деталей имеет значительную толщину. В этом случае экономически нецелесообразно сверлить глубокое отверстие и ставить болт большой длины. Соединение шпилькой уменьшает массу конструкций.
Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца l1 (см. табл. 1).
Чертеж шпилечного соединения выполняют в следующей последовательности и по параметрам, указанным на рис. 1.19:
1. Изображают деталь с резьбовым отверстием.
2. Изображают шпильку.
3. Вычерчивают изображение второй соединяемой детали.
4. Изображают шайбу.
5. Изображают гайку
Примеры условного обозначения шпилек:
1. Шпилька М8 х 60 ГОСТ 22038-76 - с крупной метрической резьбой диаметром 8 мм, длина шпильки 60 мм, предназначена для ввертывания в легкие сплавы, длина ввинчиваемого конца 16 мм;
2. Шпилька М8 х 1,0 х 60 ГОСТ 22038-76 - та же, но с мелким шагом резьбы -1,0 мм.
Винтовое соединение
Винт представляет собой резьбовой стержень с головкой, форма и размеры которой отличаются от головок болтов. В зависимости от формы головки винтов они могут завинчиваться ключами или отвертками, для чего в головке винта выполняют специальный шлиц (прорезь) для отвертки (рис. 1.21). Винт отличается от болта наличием прорези (шлица) под отвертку.
Рис. 1.22. Винтовое соединение
Соединение винтом включает соединяемые детали и винт с шайбой. В соединениях винтами с потайной головкой и установочными винтами шайбу не ставят.
По назначению винты разделяются на:
§ крепежные - применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей.
§ установочные - используются для взаимного фиксирования деталей.
В установочных винтах стержень нарезан полностью и они имеют нажимной конец цилиндрический, конический или плоский (рис. 1.23).

Рис. 1.23. Установочные винты
В зависимости от условий работы винты изготовляются (рис. 1.24):
§ с цилиндрической головкой (ГОСТ 1491-80),
§ полукруглой головкой (ГОСТ 17473-80),
§ полупотайной головкой (ГОСТ 17474-80),
§ потайной головкой (ГОСТ 17475-80) со шлицем,
§ с головкой под ключ и с рифлением.
На чертеже форму винта со шлицем полностью передает одно изображение на плоскости, параллель оси винта. При этом указывают:
1. размер резьбы;
2. длину винта;
3. длину нарезанной части (lо = 2d + 6 мм);
4. условное обозначение винта по соответствующему стандарту.
Последовательность выполнения чертежа винтового соединения:
1. Изображают соединяемые детали. Одна из них имеет резьбовое отверстие, в которое ввинчивается резьбовой конец винта.

Рис. 1.24. Виды винтов
2. На разрезе резьбовое отверстие показывается частично закрытым резьбовым концом стержня винта. Другая соединяемая деталь показывается с зазором, существующим между цилиндрическим отверстием верхней соединяемой детали и винтом.
3. Изображают винт.
Примеры условных обозначений винтов:
1. Винт М12х50 ГОСТ 1491-80 - с цилиндрической головкой, исполнение 1, с резьбой М12 с крупным шагом, длиной 50 мм;
2. Винт 2M12x1, 25x50 ГОСТ 17475-80 - с потайной головкой, исполнение 2, с мелкой метрической резьбой диаметром 12 мм и шагом 1,25 мм, длина винта 50 мм.
Изображение гайки и шайбы
Гайка- крепежная деталь с резьбовым отверстием в центре. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей.
В зависимости от названия и условий работы гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. д. Наибольшее применение имеют гайки шестигранные.
Гайки изготовляют трех исполнений (рис. 1.25):
Исполнение 1 - с двумя коническими фасками;
исполнение 2 - с одной конической фаской;
исполнение 3- без фасок, но с коническим выступом с одного торца.
Форму гайки на чертеже передают два вида:
§ на плоскости проекций, параллельной оси гайки, совмещают половину вида с половиной фронтального разреза;
§ на плоскости, перпендикулярной оси гайки, со стороны фаски.
На чертеже указывают:
§ размер резьбы;
§ размер S под ключ;
§ обозначение гайки по стандарту.
 |
Рис. 1.25. Формы гаек
Примеры условного обозначения гаек:
Гайка M12 ГОСТ 5915-70 - первого исполнения, с диаметром резьбы 12 мм, шаг резьбы крупный;
Гайка 2М12 х 1,25 ГОСТ 5915-70 - второго исполнения, с мелкой метрической резьбой диаметром 12 мм и шагом 1,25 мм.
Шайбапредставляет собой точеное или штампованное кольцо, которое подкладывают под гайку, головку винта или болта в резьбовых соединениях.
Плоскость шайбы увеличивает опорную поверхность и предохраняет деталь от задиров при завинчивании гайки ключом.
Круглые шайбы по ГОСТ 11371-78 имеют два исполнения (рис. 1.26):
§ исполнение 1- без фаски;
§ исполнение 2 - с фаской.
Форму круглой шайбы передает одно изображение на плоскости, параллельной оси шайбы.
Внутренний диаметр шайбы обычно на 0,5...2,0 мм больше диаметра стержня болта, на который шайба надевается. В условное обозначение шайбы включается и диаметр резьбы стержня, хотя сама шайба резьбы не имеет.
Примеры условного обозначения шайбы:
 |
Рис. 1.26. Формы шайб
Шайба 20 ГОСТ 11371-78 - круглая, первого исполнения, для болта с резьбой М20;
Шайба 2.20 ГОСТ 11371-78 - та же шайба, но второго исполнения.
С целью предохранения резьбового соединения от самопроизвольного развинчивания в условиях вибрации и знакопеременной нагрузки применяют:
§ шайбы пружинные по ГОСТ 6402-70;
§ шайбы стопорные, имеющие выступы-лапки.
Размеры нескольких одинаковых элементов изделия (отверстий, фасок, пазов, спиц и т. п.) наносят один раз, указывая на полке линии-выноски число этих элементов (рисунок 1а). Если какие то элементы расположены по окружности изделия, вместо числовых размеров, определяющих взаимное расположение этих элементов, указывают только их число (рисунок 1б). Размеры двух симметрично расположенных элементов изделия (за исключением отверстий) группируют в одном месте и наносят один раз, без указания их числа (рисунок 2). Число одинаковых отверстий всегда указывают полностью, а их размеры - только один раз. Если одинаковые элементы расположены на изделии равномерно, рекомендуется проставить размер между двумя соседними элементами, а затем размер (промежуток) между крайними элементами в виде произведения числа промежутков между элементами на размер промежутка (рисунок 3). При нанесении большого числа размеров от общей базы (от отметки «0») проводят общую размерную линию, а размерные числа проставляют у концов выносных линий (рисунок 4а). Размеры диаметров цилиндрического изделия сложной формы наносят, как показано на рисунке 4б.



Допускается координатный способ нанесения размеров элементов изделия при большом их числе и неравномерном расположении на поверхности: размерные числа указывают в таблице, обозначая отверстия арабскими цифрами (рисунок 5а) или прописными буквами (рисунок 5б).

Одинаковые элементы, расположенные в разных частях изделия, рассматривают как один элемент, если между ними нет промежутка (рисунок 6а) или если эти элементы соединены сплошными тонкими линиями (рисунок 6б), в противном случае указывают полное число элементов (рисунок 6в).

Если одинаковые элементы изделия расположены на разных поверхностях и показаны на разных изображениях, то число этих элементов записывают отдельно для каждой поверхности (рисунок 7). Размеры одинаковых элементов изделия, лежащих на одной поверхности, допускается повторять в случае, когда они значительно удалены друг от друга и не увязаны между собой размерами (рисунок 8). Если на чертеже изделия много близких по размеру отверстий, из которых можно образовать группы, то отверстия каждой группы обозначают условным знаком (на том изображении, где проставлены размеры, определяющие их положение), а число отверстий и их размеры для каждой группы проставляют в таблице (рисунок 9).



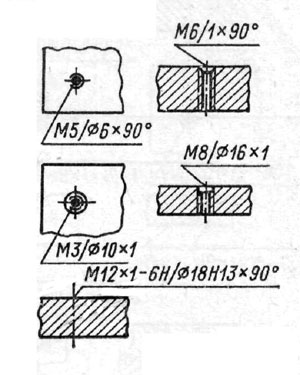
Упрощенное нанесение размеров отверстий
 В случаях, если диаметр отверстия на изображении 2 мм и менее, если отсутствует изображение отверстия в разрезе
(сечении) вдоль оси или если нанесение размеров отверстий по общим правилам усложняет чтение
чертежа, размеры отверстий на чертежах наносят упрощенно в соответствии с ГОСТ 2.318-81
(СТСЭВ 1977-79). Размеры отверстий указывают на полке линии-выноски, проведенной от оси
отверстия (рисунок 10). Примеры упрощенного нанесения размеров отверстий приведены в таблице ниже.
В случаях, если диаметр отверстия на изображении 2 мм и менее, если отсутствует изображение отверстия в разрезе
(сечении) вдоль оси или если нанесение размеров отверстий по общим правилам усложняет чтение
чертежа, размеры отверстий на чертежах наносят упрощенно в соответствии с ГОСТ 2.318-81
(СТСЭВ 1977-79). Размеры отверстий указывают на полке линии-выноски, проведенной от оси
отверстия (рисунок 10). Примеры упрощенного нанесения размеров отверстий приведены в таблице ниже.
| тип отверстия | Изображение отверстия и структура упрощенной записи размеров | упрощенное нанесение размеров |
|---|---|---|
| гладкое сквозное |  |
 |
| гладкое сквозное с фаской |  |
 |
| гладкое глухое |  |
 |
| гладкое глухое с фаской |  |
 |
| гладкое сквозное с цилиндрической зенковкой |  |
 |
| гладкое сквозное с конической зенковкой |  |
 |
| гладкое сквозное с конической зенковкой и расточкой |  |
 |
| резьбовое сквозное и резьбовое глухое с фаской |  |
 |
| резьбовое глухое с зенковкой |  |
 |
| резьбовое сквозное с зенковкой |  |
 |
Примечание
Принятые обозначения элементов отверстий, используемые в структуре записи: d 1 - диаметр основного отверстия; d 2 - диаметр зенковки; l 1 - длина цилиндрической части основного отверстия; l 2 - длина резьбы в глухом отверстии; l 3 - глубина зенковки; l 4 - глубина фаски; z - обозначение резьбы по стандарту; φ - центральный угол зенковки; α - угол фаски.
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска S x45º (рис. 8,а ) и, наконец, нарезается внутренняя резьба d (рис. 8,б ). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние а , называемое «недорез».
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
быть одна, а может быть их и несколько), плюс небольшой запас резьбы k , обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k ,
где k = (2…3) Р.

Рис. 8. Последовательность выполнения глухих резьбовых отверстий

Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6х20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» - его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р . Глубина N отверстия под резьбу больше значения h на размер недореза а :
N = h + a.
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d , поэтому
h = d + k.
Полученные размеры следует округлить до ближайшего большего целого числа.
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.

Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.
ДЕТАЛИ, ПОДВЕРГАЕМЫЕ СОВМЕСТНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
При изготовлении машин некоторые поверхности деталей обрабатываются не индивидуально, а совместно с поверхностями ответных деталей. Чертежи таких изделий имеют особенности. Не претендуя на полный обзор возможных вариантов, рассмотрим две разновидности таких деталей, встречающиеся в заданиях по теме.
Штифтовые соединения
Если в сборочном узле две детали стыкуются по общей плоскости и есть необходимость точно зафиксировать их взаимное положение, то применяется соединение деталей штифтами. Штифты позволяют не только фиксировать детали, но и легко восстанавливать прежнее их положение после разборки с ремонтными целями. Например, в сборе двух корпусных деталей 1 и 2 (см. рис. 11) необходимо обеспечить соосность расточек Ø48 и Ø40 под подшипниковые узлы. Прижатие фланцев осуществляется болтами 3 , а настроенная один раз соосность расточек обеспечена двумя штифтами 6 . Штифт – это точный цилиндрический или конический стержень; отверстие под штифт также выполняется весьма точным, с шероховатостью поверхности не хуже Ra 0,8. Очевидно, что полное совпадение штифтового отверстия, половины которого расположены в разных деталях, проще всего выполнить, если две детали предварительно выставить в необходимом положении, скрепить болтами и изготовить отверстие под штифт одним проходом инструмента сразу в обоих фланцах. Это называется совместной обработкой. Но такой прием должен быть оговорен в проектной документации, чтобы технолог его учел при формировании технологического процесса изготовления узла. Указание совместной обработки отверстий под штифт выполняется в конструкторской документации следующим способом.
На СБОРОЧНОМ чертеже задаются размеры отверстий под штифт, размеры их расположения и указывается шероховатость обработки отверстия. Названные размеры помечаются «*», а в технических требованиях чертежа делается запись: «Все размеры для справок, кроме обозначенных *». Это означает, что размеры, по которым на собранном узле выполняются отверстия, исполнительные и они подлежат контролю. А на чертежах ДЕТАЛЕЙ отверстия под штифт не показываются (а значит, и не выполняются).
Расточки с разъемом
В некоторых машинах расточенные отверстия под подшипники располагаются одновременно в двух деталях с размещением плоскости их разъема по оси подшипника (чаще всего встречается в конструкциях редукторов – соединение «корпус-крышка»). Расточки под подшипники – точные поверхности с шероховатостью не хуже Ra 2,5, изготавливаются они совместной обработкой, а на чертежах это задается следующим образом (см. рис. 12 и 13).
На чертежах КАЖДОЙ из двух деталей числовые значения размеров поверхностей, обрабатываемых совместно, указываются в квадратных скобках. В технических требованиях чертежа делается запись: «Обработку по размерам в квадратных скобках производить совместно с дет. № …». Под номером понимается обозначение чертежа ответной детали.

Рис. 11. Задание на чертеже отверстия под штифт

Рис. 12. Расточка с разъемом. Сборочный чертеж


Рис. 13. Задание расточки с разъемом на чертежах деталей
ЗАКЛЮЧЕНИЕ
После прочтения описанного выше процесса создания чертежа детали может возникнуть сомнение: неужели профессиональные конструкторы так тщательно прорабатывают каждую мелкую детальку? Смею заверить – именно так! Просто при выполнении чертежей простых и типовых деталей все это делается в голове конструктора мгновенно, но в сложных изделиях - только так, пошагово.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.102-68 ЕСКД . Виды и комплектность конструкторских документов. М. : ИПК Издательство стандартов, 2004.
2. ГОСТ 2.103-68 ЕСКД . Стадии разработки. М. : ИПК Издательство стандартов, 2004.
3. ГОСТ 2.109-73 ЕСКД . Основные требования к чертежам. М. : ИПК Издательство стандартов, 2004.
4. ГОСТ 2.113-75 ЕСКД . Групповые и базовые конструкторские документы. М. : ИПК Издательство стандартов, 2004.
5. ГОСТ 2.118-73 ЕСКД . Техническое предложение. М. : ИПК Издательство стандартов, 2004.
6. ГОСТ 2.119-73 ЕСКД . Эскизный проект. М. : ИПК Издательство стандартов, 2004.
7. ГОСТ 2.120-73 ЕСКД . Технический проект. М. : ИПК Издательство стандартов, 2004.
8. ГОСТ 2.305-68 ЕСКД . Изображения – виды, разрезы, сечения. М. : ИПК Издательство стандартов, 2004.
9. Левицкий В. С.Машиностроительное черчение: учеб. для вузов / В. С. Левицкий. М. : Высш. шк., 1994.
10. Машиностроительное черчение / Г. П. Вяткин [и др.]. М. : Машиностроение, 1985.
11. Справочное руководство по черчению / В. И. Богданов. [и др.]. М. :
Машиностроение, 1989.
12. Каузов А. М. Выполнение чертежей деталей: справочные материалы
/ А. М. Каузов. Екатеринбург: УГТУ-УПИ, 2009.
ПРИЛОЖЕНИЯ
Приложение 1
Задание по теме 3106 и пример его исполнения
Задание № 26



Пример исполнения задания № 26






Приложение 2
Типичные ошибки студентов при выполнении деталировки