При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

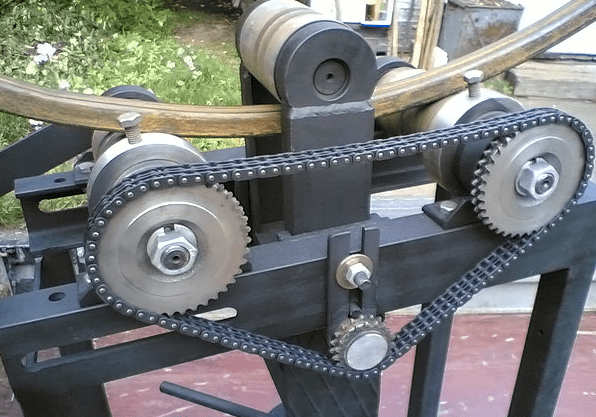
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.

На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Необходимо обратить внимание на механизмы, рассмотренные в данной статье. Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи. С помощью этих материалов реализовать соответствующий проект не сложно.
Читайте в статье
Трубогиб для профильной трубы своими руками: основные данные
Прежде чем изучать рабочую документацию и алгоритмы монтажных операций, следует точно определить целевое назначение изделия. Трубогиб для профильной трубы своими руками должен быть рассчитан на определенные усилия, размеры заготовок, материалы. Проще установить значимые критерии после ознакомления с параметрами приспособлений, испытанных на практике.
Для чего нужны эти приспособления

Чтобы создать необходимое усилие, здесь установлен рычажный механизм. Для фиксации свободного участка трубы применяют металлический штифт. Его устанавливают в подходящие пазы «гребенки» перед выполнением рабочих операций.

На примере этого фабричного образца проще изучить особенности конструкции:
- Рукояткой (1) регулируют автоматический ход поршня в обратном направлении. Это решение снижает нагрузки на пользователя.
- Внутри корпуса установлена гидравлическая система. При перемещении ручки вверх-вниз на рабочий поршень (8) передается сила до 150 кН. Этого вполне достаточно для быстрого сгибания заготовок из прочных металлов.
- Опорные ролики (3, 4) устанавливают в нужные отверстия рамы открытого типа (5, 9). Они не повреждают поверхность , но обеспечивают надежную фиксацию.
- Такой съемный сегмент (6) предназначен для сгибания под углом 90°. Но при соответствующей комплектации, можно установить на аналогичное изделие другой формы.
- Прочный корпус (10) установлен на трех опорах (7). Резиновые накладки предотвращают смещение при выполнении рабочих действий.
- Помимо очистки от загрязнений, изредка надо проверять состояние масляного фильтра (11). Иные регламентные процедуры не нужны.


В этой методике используют заготовку нужной формы. К ней прижимают трубу с применением вращающегося валика и рычага.


Важно! Перед тем, как изгибать заготовку с применением определенного радиуса следует изучить специализированные справочники. В них приведены данные о допустимых деформациях труб из разных материалов, с различной толщиной стенок. Если нарушить эти инструкции в готовых изделиях образуются видимые, или скрытые дефекты.
Сравнительно небольшие механические нагрузки на рабочие инструменты создают рычагами и ручной силой. Для работы с прочными металлами оборудование оснащают гидравликой, .


Создание трубогиба своими руками для профильной трубы: чертежи и другие подготовительные операции
Простое приспособление для сгибания алюминиевых и пластиковых заготовок изображена на этом рисунке.

Для изготовления такого сооружения нужна прочная . После разметки из нее вырезают круглый профиль. Оставшуюся часть используют для изготовления опорного элемента. Созданные детали жестко присоединяют к опорной поверхности. Для прочности соединений помимо шурупов используют струбцины. Далее трубу сгибают вручную до образования нужной формы.
Перед созданием этого несложного трубогиба для профильной трубы своими руками рекомендуется сделать элементарный чертеж с размерами. Пригодится шаблон из плотной бумаги, картона, по которому будет нанесена разметка. Понятно, что для изготовления более сложных конструкций необходима подготовка полноценной конструкторской документации.





Не обязательно строгое соблюдение инженерных стандартов, чтобы сделать трубогиб для профильной трубы своими руками, схематического изображения вполне достаточно. Надо только указать все размеры, определиться с материалами, технологическим процессом и составными частями. Проект поможет решить несколько практических задач:
- В процессе подготовки станет ясно, надо ли применять и другое специальное оборудование.
- Полный список необходимых комплектующих деталей понадобится для целевого посещения определенных магазинов.
- Надо не забывать, что станок надо защитить от неблагоприятных внешних воздействий с применением пропитки дерева, .
- Некоторые детали слишком сложно будет изготовить самостоятельно. Следует разместить соответствующие заказы в профильных мастерских.
Важно! При сгибании прочных металлических труб нужны большие усилия. Чтобы не рисковать излишне, можно использовать чертежи проверенной конструкции, либо копии промышленного образца.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатный трубогиб
| Рисунок | Действия |
 | Для создания качественного можно использовать этот чертеж для образца. Здесь заготовка устанавливается между тремя роликами. Крайние (2) – выполняют опорные функции. Чтобы их устанавливать на разных расстояниях (для получения нужных углов изгиба) в опорных планках (1) сделаны пазы. Необходимое давление создают с помощью винтового механизма (6, 7). Усилие передается через центральный ролик (4), который вращается рукояткой (5). |
 | Отверстия в нижних частях создают по этим размерам. Для заготовки выбран швеллер с толщиной стенок 4 мм. |
 | Верхнюю часть создают с вырезами. Их надо сделать ровными, чтобы не создавать препятствий перемещению опорных винтов. |
 | В соответствии с этим рисунком нарезают резьбу. |
 | Для ручки можно подобрать готовое изделие, либо использовать такие размеры. |
 | После сборки получится такое симпатичное и функциональное изделие. В нем нет сварных соединений. Но комплектующие детали сложно сделать самостоятельно без профессиональных навыков, специализированных станков. |
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.

В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов .
К сведению! При создании самодельного трубогиба для круглой трубы применяют ролики, трафареты и сегменты с другой формой контактных поверхностей. Технологии используют те же, что и для сгибания профильных изделий. Пригодятся приведенные выше чертежи с внесением соответствующих изменений.
Статья
Необходимость сгибания труб зачастую возникает в процессе возведения арочных поликарбонатовых теплиц, козырьков и навесов, а также во время установки отопительных систем, горячего и холодного водоснабжения. Фирмы, которые на коммерческом уровне осуществляют указанные виды стройработ, приобретают особые станки, произведенные на заводе. Они окупаются уже при постоянном интенсивном использовании.
Непрофессионалы в 2020 году отдают предпочтение трубогибу профильной трубы, сделанному самостоятельно, применяя при этом находящиеся под рукой материалы и годящиеся автозапчасти. Устройства различного уровня сложности дают возможность сгибать изделия под требуемым углом в полном соответствии с обозначенной градусной мерой. Сделав это есть вероятность избежания возникновения поломок, разного рода деформаций и дефектов.
Что собой представляет трубогиб
Трубогиб является техническим приспособлением, которое относится к агрегатам, инструментам и механизмам, предназначающимся для обработки металлических изделий.
Используя его можно без трудностей и аккуратно согнуть профильную или обычную трубу по указанному радиусу. Используют такое изделие для установки отопительных систем, горячего и холодного водоснабжения, а также в целях сооружения разнообразных каркасов и составляющих конструкции довольно замысловатой формы, часто применяемых в строительных процессе.
Самым распространенным примером является теплица на дачном наделе и установка крытой веранды в частной постройке.
Виды
Невзирая на внешнюю видимость легкости и несложности самого принципа работы, есть большое множество конструкций и типов трубогибов. По их главным признакам разделяются на определенные условные категории.
По типу привода указанные станки можно разделить на:
Электромеханические трубогибы как привод используется шаговыми либо обыкновенными электрическими двигателями. Последние подключают при помощи понижающего редуктора, позволяющего растягивать прилагаемые усилия во времени, и добиваться наиболее качественного изгиба изделия.

Гидравлические трубогибы представляют из себя более продвинутую версию обыкновенного прокатного механизма с ручным приводом. Эксплуатация гидроцилиндра как прижимающего устройства значительно уменьшает усилия, которые требуются для работы с прибором. Управлять им можно как вручную, так и управляя при помощи механизма.

Ручные трубогибы прокатного вида считаются самыми популярными станками, которые присутствуют в мастерской каждого владельца.

По способу сгибания изделий самым правильным будет такое разделение:
Дорновый трубогиб , обычно, изготавливается на заводе зачастую при помощи гидравлического или электромеханического привода. Основным достоинством этого прибора является качественный изгиб профилей с небольшим радиусом искривления.
Подобного можно достигнуть заранее введя в обрабатываемую часть изделия стержня, который состоит из определенного количества элементов калибровки, по своим габаритам фактически одинаковых с внутренним сечением трубы и соединяемых между собой при помощи шарниров. (В процессе операции изгиба, такие элементы «удерживают» стенки профиля внутри, не позволяя им смяться и провалиться. Процесс изгиба осуществляется в течение одного цикла).
Сегментный трубогиб применяется для обработки труб у которых тонкие стенки, сделанные из мягких металлов. В подавляющей массе находится в постоянном пользовании у специалистов водопроводчиков и отопителей. Выглядит как 2 рычага, которые соединяются друг с другом шарнирами и оснащаются специальными держателями для труб.
Там где находится шарнирная стыковка, устанавливается оправка с необходимым радиусом искривления.
Рукоятки инструмента разводят как можно шире, концы сгибаемого изделия помещают в держатели, а середина укладывается на оправку. Изгиб осуществляется при помощи сведения рукоятей (модели подороже будут оснащены определенным количеством сменяющихся или регулярно закрепляющихся оправок).

Пружинный трубогиб предназначается в целях придания необходимой формы составляющим кондиционированных систем, имеющих тонкие стенки. Фактически является пустой внутри пружиной конкретного диаметра, в середине которой размещается сгибаемая деталь. Чтобы получить хороший изгиб требуется обладать большим опытом эксплуатации подобного рода устройств.

Арбалетный трубогиб применяется для обработки изделий с тонкими стенками из алюминия, меди и стали. Является Т- образной станиной, на верхней перекладине которой закрепляются держатели для изделия, а в центре, параллельно по отношению к длинной перекладине устанавливается подвижный рычаг, который оснащен сменяющимися оправками. Выдвижение рычага осуществляется при помощи нажатия на рукоятку прибора. Храповый механизм дает возможность медленно нарастить усилия изгиба.

Как сделать трубогиб для профильной трубы своими руками
В целях экономии средств прибор для сгибания профильных труб изготавливают собственноручно. Ведь разница между приобретением трубогиба и его самодельным созданием составляет приблизительно 35000 р., так как материал для прибора можно отыскать в пунктах, где происходит скупка черных металлов.
Наружный вид самодельного трубогиба, естественно, будет уступать магазинному, но с функциями, возложенными на него, справиться достаточно эффективно.
Применив подобный инструмент, можно своими руками сделать как обычный козырек, так и конструкции, значительно сложнее по устройству, к примеру – поликарбонатовая теплица, вольер для загона и содержания домашних животных и т. п., фактически любые, где используют профильную трубу, изогнутую под требуемый радиус.
Пошаговая инструкция
1 метод характеризуется достаточной несложностью и экономичностью процесса:
- Изготавливается деревянная полусфера.
- Находятся несколько досок и используя ножовку, вырезаются в них шаблонные полусферы требуемого диаметра. Специалисты рекомендуют осуществить подобное таким образом, чтобы наклон был направлен к основанию.
- Закрепляются вырезанные доски на прочной устойчивой столешнице. Стоит учитывать, что данные доски следует выбирать потолще, чем само изделие - в дальнейшем труба не будет выскакивать из конструкции и не принесет вреда конечностям.
- С одной из сторон полусферы закрепляется брус, служащий упором. Сама труба должна располагаться посреди упора и деревянной матрицы.
2 метод является простым и недорогостоящим. Для него будут необходимы крепкие железные крючки:
- Закрепляются крючки к основанию таким образом, чтобы расстояние посреди них было приблизительно 5 см (в целом это не играет существенной роли - тут имеет важное значение только материал, который необходимо согнуть). В итоге должен получиться круг правильной формы.
- Затем, нужно монтировать упор с края конструкции. Подобный метод крайне пригоден тем, что дает возможность гнуть изделия самых разнообразных диаметров.
- Если поменять расстояние между крючками, то появится возможность гнуть трубы совсем других диаметров.
3 метод делает возможным создание данного трубогиба самостоятельно, который бы мог согнуть трубу на 360 градусов:
- Как обычно, понадобится предварительно приготовленная деревянная матрица. Снизу к ней прикрепляется стальная пластина.
- Сверху закрепляется вторая пластина, в которой необходимо проделать отверстие (диаметр приблизительно должен быть равен диаметру закрепленного здесь винта).
- В верхней части крепятся уголки и фиксирующие ролики, направленные внутрь. Подобная конструкция может поменять угол трубы фактически любых диаметров.
Схема трубогиба для профильной трубы
Прокатный станок для гибки профильных труб своими руками
Самый примитивный прокатный трубогиб сооружается собственными руками, при помощи вышеуказанного чертежа. Как корпус в трехроликовом приборе применяют листы из дюраля толщиной 3 мм. На них при помощи обычного карандаша наносят общую разметку. Места для посадки роликов устраивают, используя ручную или электродрель. Хорошие ролики выходят из канатных шкивов с подшипниками. С противоположной стороны ролика, который образует вершину равнобедренного треугольника, приваривают высокую гайку, служащую элементом прижимного механизма.
Усилие передается от прижимного винта посредством П-образного элемента с вмонтированными отверстиями для винта и крепежа ролика. За то, чтобы прижимной ролик поднимался несет ответственность приваренная к отверстию для витка шайба.
Хоть в приготовленном трубогибе отсутствует механизм лебедки для проката трубы, что в значительной мере усложняло бы прибор, обеспечение согнутым профилем работ по сооружению небольшой теплицы станет простым и удобным делом.
- Приобретение трубогиба совсем не оправдывает вложенные в него средства, ведь потребность в его применении возникнет только однажды. В таком случае оптимальным будет создать такой прибор собственными руками, или самостоятельно согнуть необходимую трубу. Чтобы это сделать, можно использовать сварку или «болгарку» либо же нагревать металл пока не покраснеет.
- Гидравлический самодельный трубогиб для профильной трубы доступен для совершенствования, присоединив к его механизму двигатель, который оснащается мотор-редуктором, приводящим в движение ролики за счет цепной передачи. Прибор с автомобильным домкратом, который устанавливается на место верхнего ролика, может работать с трубами разнообразных диаметров. Сам домкрат дает возможность регулировки уровня давления на участок трубы, а также ставить нужную высоту. Если присоединить и двигатель, и домкрат, то это в значительной мере расширит диапазон работ по сгибанию профильных труб и предоставит выбор способа достижения конечного результата для своего владельца.
- Нужно следить, чтобы соосность подшипников была в пределах допустимой нормы - перекос будет препятствовать установке вала.
- Важно не забывать, что в зависимости от величины диаметра, зависит скорость вращения сверла и сила нажима.
Трубогиб сделанный своими руками - крайне простая и примитивная вещь, но для личного некоммерческого пользования сгибать профильные трубы средних диаметров таким прибором вполне возможно. Более того, он может быть усовершенствован: прикрепляются съемные ролики либо делаются отверстия для роликов большого размера.
Существенным минусом такого прибора считается только отсутствие ручки, значительно упростившей задание в связи с увеличением плеча. Но и этот недостаток каждый в индивидуальном порядке может устранить собственными руками в домашних условиях, но лишь тогда, когда в достаточной мере будет освоен навык применения обычного трубогиба.
Здравствуйте. Сегодня я хочу рассказать вам про мой самодельный трубогиб, который я сделал этой зимой.
Мысль о том, чтобы собрать такой станок была у меня давно. С его помощью можно прокатывать профильные трубы, придавая им форму дуги. Такая операция очень востребована - можно собрать, например, теплицу, навес, козырёк над входом. Можно придать интересную форму верхнему краю ворот, или металлического забора...
И вот этой зимой я нашёл время и занялся этой самоделкой . При проектировании я обдумал следующие моменты:
Учитывая то, что я не собираюсь пользоваться им профессионально, я решил сделать относительно лёгкую конструкцию, которую легко к тому-же перевозить, и которая не будет занимать много места при хранении. (Ведь гнуть трубы я буду или возле дома, или на даче. Пользоваться я им буду не каждый год. И уж точно не придётся мне гнуть трубы большого сечения). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать...
В сети есть множество описаний подобных станков. Принцип действия у них одинаков - основу составляют три вала, один из которых подвижен в вертикальной плоскости. Именно он прогибает трубу и она, прокатываясь по этим валам, приобретает форму дуги.
... В основном, они все делятся на два типа:
1. С "ломающейся" станиной:

2. С подвижной центральной кареткой.

Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
В свою очередь, трубогибы с подвижной центральной кареткой подразделяются тоже на два типа: С ведущим центральным валом и с двумя ведущими крайними валами, соединёнными между собой приводной цепью.
Если сделать ведущим центральный вал, то есть возможность легко изменять расстояние между крайними, что даст дополнительную регулировку работы в зависимости от сечения (а значит жёсткости) различных профильных труб.
Я вначале сомневался, не будет ли проскальзываний, если только один вал будет ведущим, но пронаблюдав в работе трубогиб с одним ведущим валом, понял, что на не особо больших сечениях этого усилия вполне достаточно. А я не собираюсь гнуть трубы высотой больше, к примеру, 60-ти мм... Поэтому я остановился на таком устройстве.
И вот спустя какое-то время, у меня получился трубогиб, который вы увидите в этом видеоролике:
Итак, подробнее... Мне понадобилось:
1. Старый неисправный гидравлический домкрат
2. Профильные трубы различных сечений.
3. Круг диаметром 40 мм, длинной 500 мм.
4. Подшипники 6206 4шт
5. Подшипники 6202 8 шт.
6. Швеллер №65
7. Упорные подшипники 2 шт.
8. Метизы (болты, гайки, шайбы, шплинты)
Начал я с изготовления основных рабочих элементов - валов. У меня был 40-ка мм кругляк, длинной полметра. Можно было взять потолще, но... этот у меня был!))). А посему я распилил его на три части. Две - по 130 мм, и одну - всё, что осталось))))). На токарном станке проточил валы под подшипники (до 30-ти мм диаметра)

Валы готовы. Приступил к сборке каретки. Её я решил изготовить из 65-го швеллера - в него хорошо укладывались 206-е подшипники...



После того, как я вырезал швеллер нужной длины, я просверлил в его центре отверстие, а по бокам приварил поперёк по уголку:







После этого я приступил к изготовлению центрального винта. Его я взял из старого гидравлического домкрата, который нашёл на металлоломе. Когда я убедился, что он уже никогда не будет домкратом, я решил его использовать.

Сам винт был диаметром 30 мм. В его торце, сверлом 8мм я просверзил глухое отверстие, забил туда шпильку и прихватил её сваркой:


Винт в домкрате вкручивался в поршень. Я отрезал от него верхнюю часть (с резьбой) и ещё одно кольцо, шириной 20 мм.

Это колцо я одел на винт, сам винт вставил шпилькой в отверстие каретки и приварил кольцо к каретке:


Это будет посадочное место для опорного подширника. (Его я подобрал по наружному диаметру)

На шпильку я навернул гайку, и просверлил отверстие в гайке и в шпильке:


Можно было только в шпильке, но так мне показалось надёжнее. Теперь гайку можно зашплинтовать после сборки узла. А узел, как вы догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.


Теперь, при нажатии винт будет упираться в каретку через верхний подшипник, а при подъёме каретка повиснет на нём через нижний.
По бокам каретки я приварил по обрезку профильной трубы 50 на 20 - это будут направляющие, а в углах просверлил отверстия и нарезал резьбу М6 . В них вкрутятся болты крепления хомутов ведущего вала.


Сами хомуты крепления подшипников я вырезал из жести - крепости там не надо, лишь бы вал не падал при подъёме каретки:



Далее я приступил к изготовлению верхней плиты. Её нужно сделать очень прочной - на неё придётся всё усилие винта при прогибании им трубы. Поэтому я её изготовил из того-же 65-го швеллера. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера как раз 50 мм. Стойки войдут в него и закркпятся болтами М10 с гайками), то ширина верхней плиты у меня должна быть на 50 мм больше ширины каретки (2 раза по 25). Я вырезал два таких куска швеллера.

Ещё один разрезал на половиу и распустил вдоль:



В центр вставил резьбовую часть, отрезанную от поршня домкрата:

Всё сварил и обрезал лишнее:


Далее я приступил к изготовлению станины. Её тоже собрал из профильной трубы. Сечение взял 60 на 30:


Я решил сделать по три положения для каждого вала. Посадочные для подшипников я тоже сделал из профильной трубы, поэтому отрезал 12 одинаковых отрезков по 50 мм каждый. (Здесь, и не только здесь, мне очень помог мой , о котором я вам рассказывал в предыдущей публикации):

После чего я приварил к станине вертикальные стойки и посадочные для подшипников:

А так же четыре "уха" по краям. В них позже будут просверлены отверстия для крепления трубогиба шурупами к верстаку.


Основная часть готова. Можно приступить к предварительной сборке:

К винту сверху приварил кусок трубы 20 на 20. Оставил его длинным. Решил, что в процессе испытаний, если он будет мешать, то я его обрежу и буду использовать съёмный рычаг из трубы 15 на 15, который вставляется внутрь... Но, забегая вперёд, скажу, что этого не потребовалось. Рычаг действительно мешает крутить приводную рукоятку, если его повернуть на четверть оборота (торчит поперёк трубогиба). Но выяснилось, что закручивать винт с интервалом в полоборота вполне нормально.


Далее я приступил к изготовлению приводной рукоятки...Саму рукоятку я решил изготовить из профильной трубы 15 на 15 и шпильки. Просверлил в конце отверстие, вставил в него обрезок шпильки М14, приварил и зачистил:




Теперь на самом рычаге нужно сделать изгиб - трубогиб будет устанавливаться на краю стола или верстака.



Далее - соединить её с валом. Я заранее решил сделать её не только съёмной, но и чтобы она переворачивалась и в транспортном положении не болталась и не цеплялась. На валу я сделал вот такой профиль:


После чего просверлил глухое отверстие и нарезал в нём резьбу М8. Рукоятка будет одеваться на вал и крепиться через шайбу барашковым болтом.

Теперь надо сделать ступицу на рукоятке. Я использовал обрезки уголка:



Потом, как скульптор, отсёк всё лишнее:)))))



Рычаг готов. На саму рукоятку (которая у меня изготовлена из шпильки М14) я просто одел обрезок полиэтилленовой водопроводной трубы и закрутил колпачковую гайку.
Вообще хочу отдельно остановиться на использовании мною колпачковых гаек. Я часто их использую, если нужна ось вращения. Выбрав правильную длину оси, можно закрутить колпачковую гайку и затянуть её с максимальным усилием - она упрётся в ось колпачком, и откручиваться легко не будет. Конечно, фиксировать таким образом ось, на которой расположено, к примеру, колесо, без шплинтовки, не стоит, но для "неважных" осей, типа "завес" на которых что-то открывается-закрывается, это вполне подходит.
Вернёмся к трубогибу... Как я уже говорил, мне был важен такой момент, как очень простая переустановка валов. (Потому что, зная, к примеру, себя, я уверен, что не буду пользоваться до последнего опцией, если её сложно задействовать... К примеру, если валы стояли бы близко, а труба попалась бы с большим сечением, я попробовал бы аккуратно её прокатать на таком положении валов, если для изменения приходилось бы откручивать много каких-то гаек... И скорей всего, смял бы...). Именно поэтому я сделал установочные места подшипников из профильной трубы. Вал просто вкладывается в нужную пару стоек.
Но такая конструкция противоречила моему другому требованию - мобильности! Ведь при переноске станка валы приходилось бы снимать и переносить отдельно... При этом, с них нужно было бы снимать подшипники (Я проточил под неплотную посадку и они могут спадать). Это меня не устраивало. Поэтому я решил изготовить деталь, которая прижимала бы подшипники сверху и фиксировала их. Я взял два отрезка профильной трубы, сечением 50 на 20 мм, стенка 2мм.

После чего я разрезал их вдоль по широкой части, разделив стенку на 10 и 40 мм. При этом, с другой стороны я разметил этот размер зеркально. У меня получились четыре вот таких заготовки:

Учитывая, что ширина 206-го подшипника 15 мм, он достаточно плотно входит внутрь этой заготовки.
Отмерял необходимую длину, остаток я вырезал вот таким образом:

После чего, верхнюю часть загнул вниз на 90 градусов, сделав соответственно, запил угла:

На них же я вырезал по такому вот "зубу":

Теперь я установил оба вала с одной стороны трубогиба, одел на них получившиеся детали, к вертикальным стойкам, просверлив насквозь, я прикрепил их длинными винтами М4 с колпачковыми гайками (получились оси). Впереди же я загнул навстречу друг другу торчавшие вперёд полоски боковых стенок. Теперь, если их склепать между собой, мы получим П-образную крышку, которая, будучи опущенной вниз, накроет подшипники валов и плотно их зафиксирует:
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению! Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.

Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.


Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.

Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.

Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.